Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
1 Однопрохідний цикл повздовжньої обробки G70
2 Однопрохідний цикл поперечної обробки G71
3 Багатопрохідний цикл повздовжньої обробки G77
4 Багатопрохідний цикл поперечної обробки G78
5 Багатопрохідний цикл протачування торцевих канавок G74
6 Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
7 Багатопрохідний цикл глибокого свердлування G73
8 Цикли нарізування різьби G31, G32, G33
9 Повторення частини програми G25
10 Безумовний перехід Р
2. Однопрохідний цикл поперечної обробки G71
При составлении управляющей программы снятия припуска в поперечном направлении применяют автоматический цикл, который задается с помощью функции G71. По этому циклу обеспечивается автоматическое подрезание торца с выходом инструмента до точки 3 на рабочей подаче и отводом – до точки 1 (Н.Т.Ц.) на быстром ходу (рис. 5).
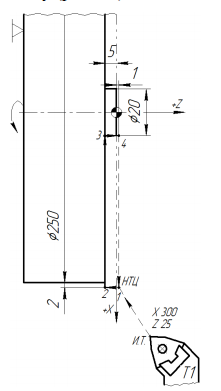
Рисунок 5 - Схема структуры однопроходного
цикла поперечной обработки G71
Например, необходимо подрезать торец с ø250 мм до ø20 мм при глубине резания 5 мм за один рабочий ход с обтачиванием цапфы ø20. Постоянная скорость резания 110 м/мин.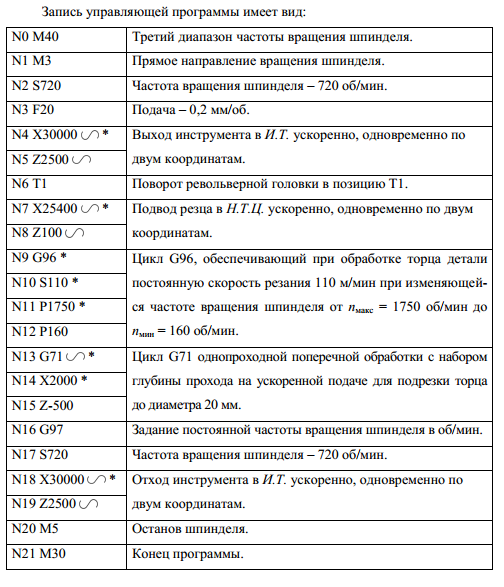
Если на торце детали задан скос, то цикл имеет вид (рис. 6):
![]()
где F – подача в цикле (дискретность 0,0001), Pl и P2 – размеры скоса по осям X и Z (дискретность 0,01). Знак ![]() указывает на ускоренный подход по оси Z от точки 0 (Н.Т.Ц.) до точки 1.
указывает на ускоренный подход по оси Z от точки 0 (Н.Т.Ц.) до точки 1.
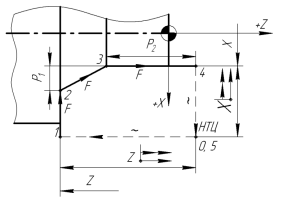
Рисунок 6 - Схема структуры однопроходного
поперечного цикла G71 со скосом
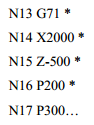
Если деталь имеет скос по оси X – Pl = 2 мм, а по оси Z – P2 = 3 мм, то в предыдущей программе в абсолютной системе отсчета кадры, относящиеся к функции G71, записываются следующим образом: