Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Книга: | Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження) |
| Надруковано: | Гість-користувач |
| Дата: | неділя 14 грудня 2025 15:45 PM |
Опис
1 Однопрохідний цикл повздовжньої обробки G70
2 Однопрохідний цикл поперечної обробки G71
3 Багатопрохідний цикл повздовжньої обробки G77
4 Багатопрохідний цикл поперечної обробки G78
5 Багатопрохідний цикл протачування торцевих канавок G74
6 Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
7 Багатопрохідний цикл глибокого свердлування G73
8 Цикли нарізування різьби G31, G32, G33
9 Повторення частини програми G25
10 Безумовний перехід Р
Зміст
- 1. Однопрохідний цикл повздовжньої обробки G70
- 2. Однопрохідний цикл поперечної обробки G71
- 3. Багатопрохідний цикл повздовжньої обробки G77
- 4. Багатопрохідний цикл поперечної обробки G78
- 5. Багатопрохідний цикл протачування торцевих канавок G74
- 6. Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
- 7. Багатопрохідний цикл глибокого свердлування G73
- 8. Цикли нарізування різьби G31, G32, G33
- 9. Повторення частини програми G25
- 10. Безумовний перехід Р
1. Однопрохідний цикл повздовжньої обробки G70
Однопроходная обработка цилиндрической поверхности может быть задана в автоматическом цикле с помощью подготовительной функции G70. Схема цикла показана на рис. 1.
Структура цикла имеет следующий вид:![]()
где – знак установки резца на глубину резания на быстром ходу (при отсутствии этого знака установка на глубину происходит на рабочей подаче); X и Z – координаты конечной точки рабочего хода; F – подача в цикле.
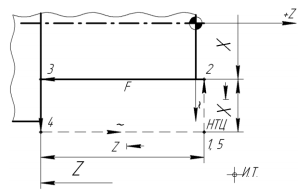
Рисунок 1 - Схема структуры однопроходного
продольного цикла G70 без скоса
Дискретность задания подачи в цикле составляет 0,0001, т.е. величину подачи умножают на 10000 (при s = 0,3 мм/об записывают F3000). Если подачу F в цикле не указывают, то действует подача, заданная до цикла. Перед выполнением цикла программируют подвод резца к заготовке в начальную точку цикла (Н.Т.Ц.), которая отстоит от нее по осям Х и Z на 1 – 2 мм.
Цикл G70 включает набор глубины прохода на быстром ходу или на рабочей подаче, обработку ступени на рабочей подаче, отскок от обработанной поверхности и возврат в Н.Т.Ц.
Для обработки детали (рис. 2) с использованием цикла G70 вначале определяем координаты Н.Т.Ц., которые равны Х 52 мм, Z 2 мм.
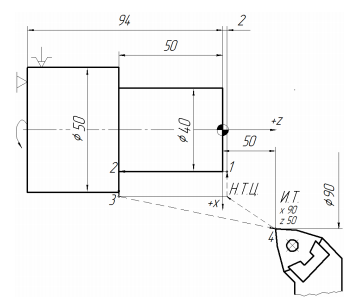
Рисунок 2 - Пример программирования обработки
детали с использованием цикла G70
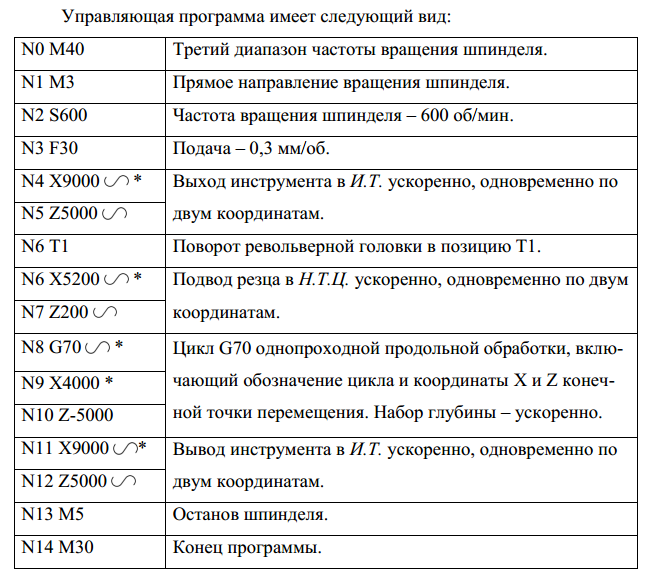
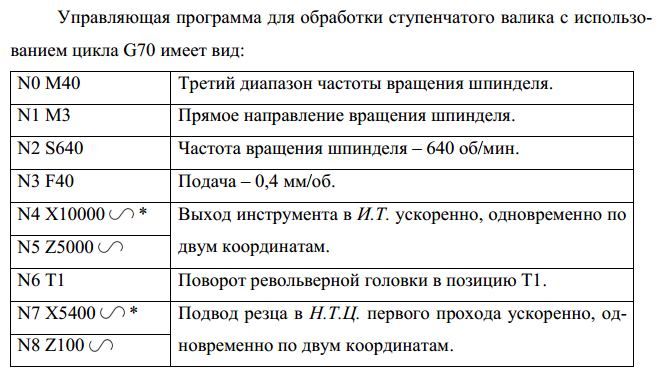
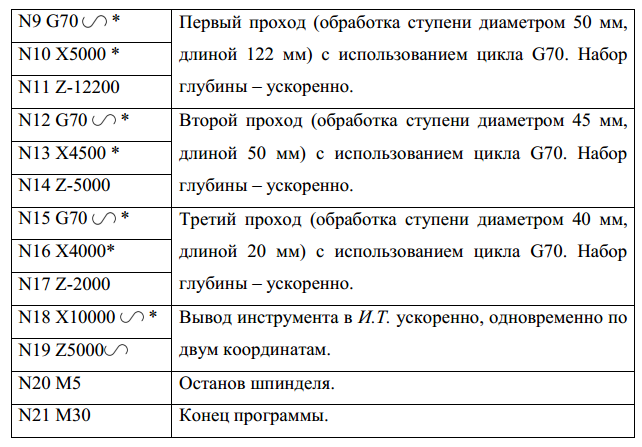
При обработке ступенчатой детали автоматический однопроходный цикл G70 последовательно используют для каждой ступени (рис. 3).
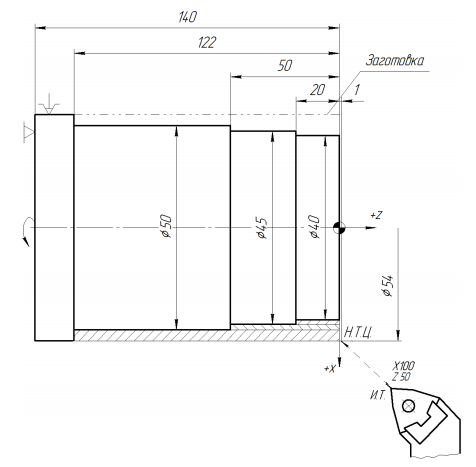
Рисунок 3 - Пример программирования обработки ступенчатого валика
с использованием цикла G70
При необходимости цикл G70 можно задавать со скосом (рис. 4).
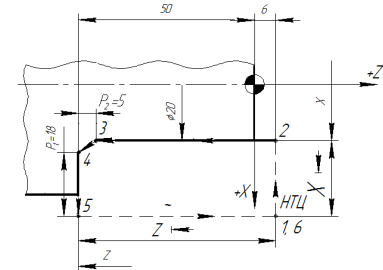
Рисунок 4 - Схема структуры однопроходного
продольного цикла G70 со скосом
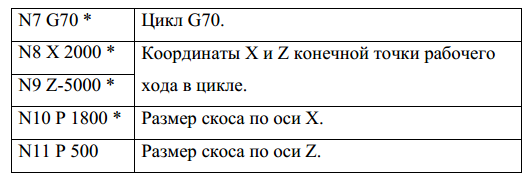
В этом случае структура цикла имеет вид:![]()
где P1 – размер скоса по оси X (задается на сторону), Р2 – размер скоса по оси Z.
Параметры Р1 и Р2 всегда положительные и дискретность их задания – 0,01.
Например, если размер скоса Р1 = 18 мм; Р2 = 5 мм, фрагмент управляющей программы имеет вид:
2. Однопрохідний цикл поперечної обробки G71
При составлении управляющей программы снятия припуска в поперечном направлении применяют автоматический цикл, который задается с помощью функции G71. По этому циклу обеспечивается автоматическое подрезание торца с выходом инструмента до точки 3 на рабочей подаче и отводом – до точки 1 (Н.Т.Ц.) на быстром ходу (рис. 5).
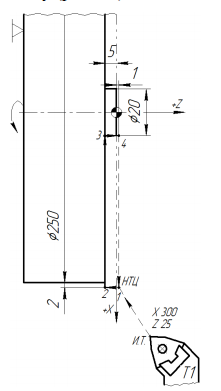
Рисунок 5 - Схема структуры однопроходного
цикла поперечной обработки G71
Например, необходимо подрезать торец с ø250 мм до ø20 мм при глубине резания 5 мм за один рабочий ход с обтачиванием цапфы ø20. Постоянная скорость резания 110 м/мин.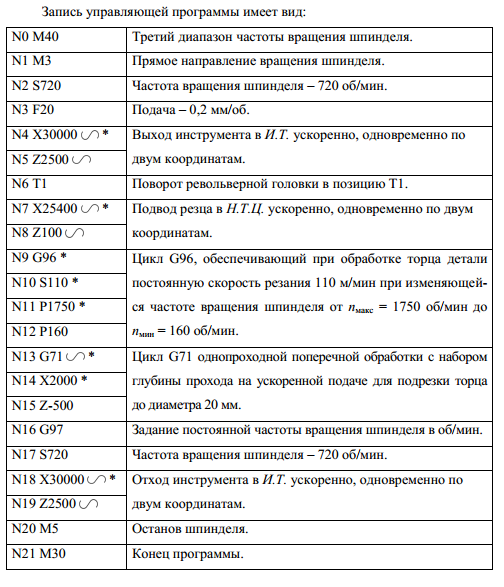
Если на торце детали задан скос, то цикл имеет вид (рис. 6):
![]()
где F – подача в цикле (дискретность 0,0001), Pl и P2 – размеры скоса по осям X и Z (дискретность 0,01). Знак ![]() указывает на ускоренный подход по оси Z от точки 0 (Н.Т.Ц.) до точки 1.
указывает на ускоренный подход по оси Z от точки 0 (Н.Т.Ц.) до точки 1.
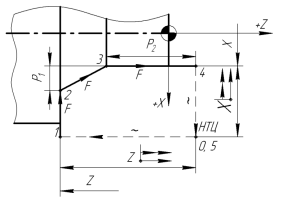
Рисунок 6 - Схема структуры однопроходного
поперечного цикла G71 со скосом
Если деталь имеет скос по оси X – Pl = 2 мм, а по оси Z – P2 = 3 мм, то в предыдущей программе в абсолютной системе отсчета кадры, относящиеся к функции G71, записываются следующим образом: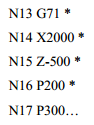
3. Багатопрохідний цикл повздовжньої обробки G77
При срезании большого по толщине припуска продольную обработку заготовки рационально выполнять с использованием автоматического многопроходного цикла G77, который может быть реализован при работе без скоса (рис.7) и работе со скосом (рис.2). Этот цикл позволяет сократить и упростить управляющую программу, а также повысить производительность обработки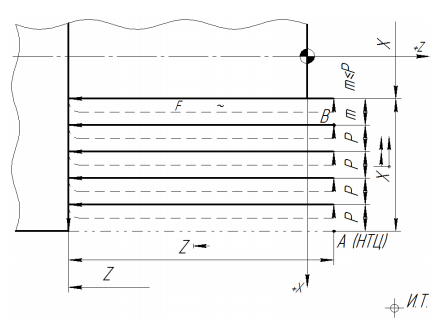
Рисунок 7 - Схема структуры многопроходного
продольного цикла G77 без скоса
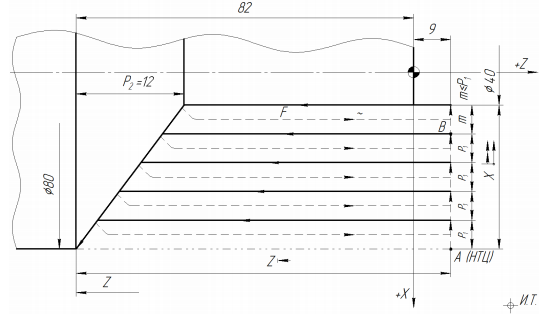
Рисунок 8 - Схема структуры многопроходного
продольного цикла G77 со скосом
Цикл G77 имеет структуру:
G77 (˜,![]() ) *, X* (или Х
) *, X* (или Х ![]() )*, Z (или Z
)*, Z (или Z ![]() )*, F*, P1*, P2,
)*, F*, P1*, P2,
где X – конечный диаметр или общая величина припуска по оси X; Z – координата конечной точки прохода или длина прохода по оси Z; F – рабочая подача в цикле; Р1– припуск на проход (задается на диаметр); Р2 – величина скоса по оси Z. P1 и Р2 – всегда положительны, отсутствие Р2 указывает на работу без скоса. Символ ˜определяет набор глубины прохода ускорено, а символ ![]() указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода (точка B). Если символ
указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода (точка B). Если символ ![]() опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.)
опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.)
Количество проходов в цикле G77 определяется системой ЧПУ автоматически, так же как и глубина последнего прохода m ≤ Р1. Например, при обработке ступени детали диаметром 74 мм из заготовки диаметром 120 мм резец выполнит пять проходов с глубиной последнего – 6 мм на диаметр (рис.9)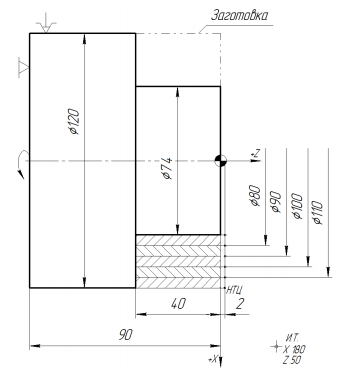
Рисунок 9 - Схема для программирования многопроходной
продольной обработки по циклу G77
Управляющая программа многопроходной продольной обработки этой детали с использованием цикла G77 имеет следующий вид: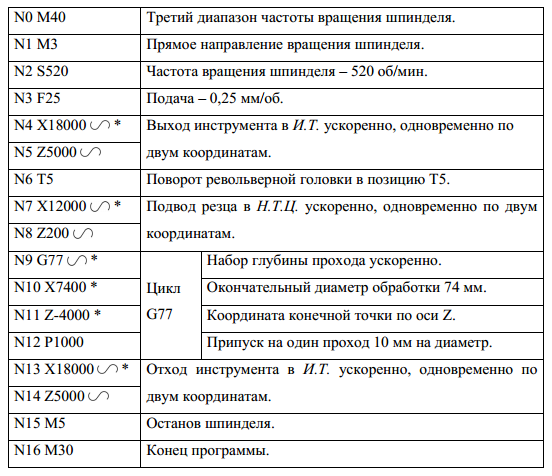
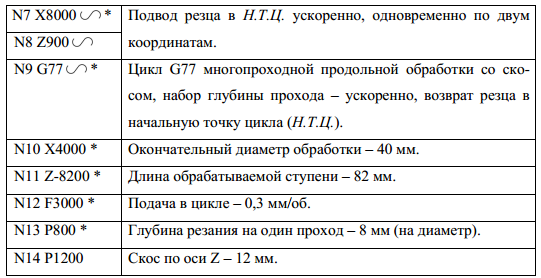
Фрагмент управляющей программы с использованием цикла G77 для обработки валика со скосом по оси Z – 12 мм и глубиной резания на один проход – 8 мм (см. рис.8) имеет вид:
4. Багатопрохідний цикл поперечної обробки G78
Большой припуск с торца заготовки можно удалить при использовании многопроходного цикла поперечной обработки G78. Структура цикла имеет вид:
G78 (˜,![]() ) *, X* (или Х
) *, X* (или Х![]() )*, Z (или Z
)*, Z (или Z![]() )*, F*, P1*, P2,
)*, F*, P1*, P2,
где X – конечный диаметр прохода или длина прохода по оси X (при Х ); Z – координата конечной точки обработки по оси Z или общая величина припуска (при Z ); F – рабочая подача в цикле; Р1– глубина прохода; Р2 – величина скоса по оси Х. Параметры P1 и Р2 – всегда положительны, а отсутствие Р2 указывает на работу без скоса. Символ ˜определяет набор глубины прохода ускоренно, а символ![]() указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода. Если символ
указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода. Если символ![]() опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.)
опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.)
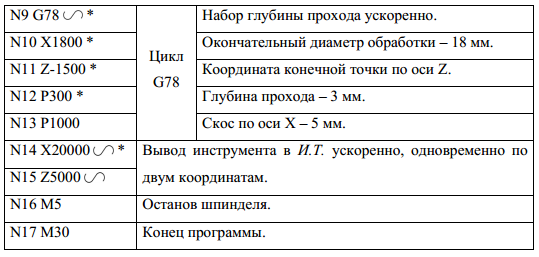
Схема многопроходной поперечной обработки кольца по циклу G78 представлена на рис.10
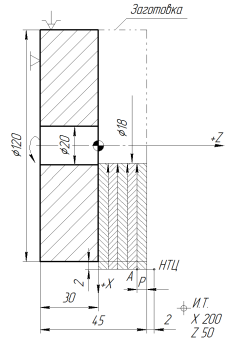
Рисунок 10 - Схема многопроходной поперечной
обработки кольца по циклу G78
Управляющая программа многопроходной поперечной обработки кольца подрезным резцом с использованием цикла G78 без скоса имеет вид: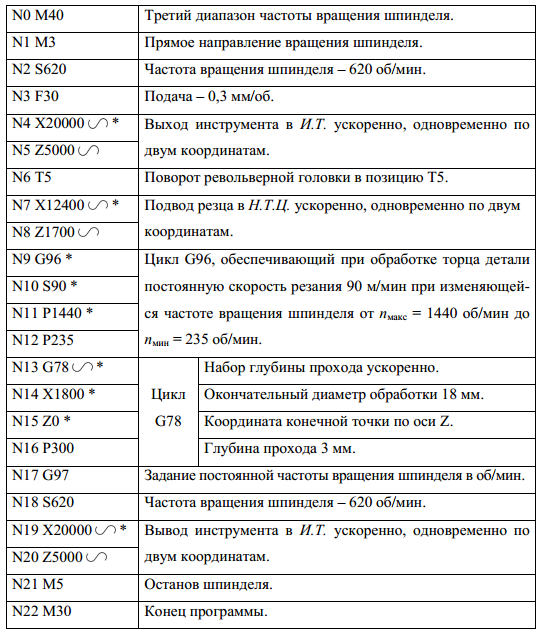
При обработке торца детали со скосом (рис. 11) в цикле G78 используют второй параметр Р2, определяющий величину скоса по оси Х
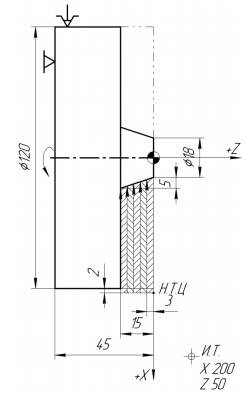
Рисунок 11 - Схема многопроходной поперечной
обработки со скосом по циклу G78
Управляющая программа для этого случая обработки при постоянной частоте вращения шпинделя имеет вид: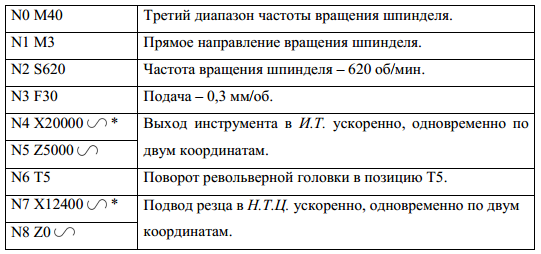
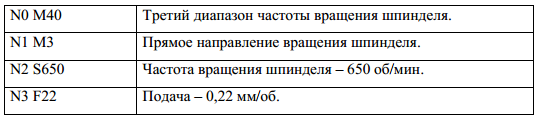
5. Багатопрохідний цикл протачування торцевих канавок G74
Структура цикла:
G74*, X* (X ![]() )*, Z* (Z
)*, Z* (Z ![]() )*, F*, Р,
)*, F*, Р,
где X – координата по оси X конечной точки последней канавки (или последнего рабочего хода протачивания широкой канавки); Z– координата по оси Z дна канавки; F – подача в цикле; Р – шаг между канавками (дискретность 0,01). После окончания цикла резец возвращается в точку начала цикла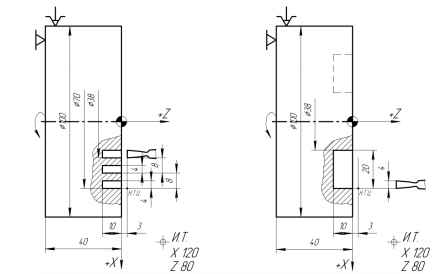
Рисунок 12 - Схема протачивания торцовых канавок по циклу G74:
а – трех равномерно расположенных, б – широкой канавки (выточки)
Если необходимо проточить три торцовые канавки шириной 4 мм с шагом 8 мм (см. рис.12, а), то составляют следующую управляющую программу:
В случае протачивания по схеме «спуск» широкой торцовой канавки (см. рис.12, б) шириной – 20 мм узким канавочным резцом, с шириной режущей кромки – 4 мм, с перекрытием проходов – 0,5 мм, при шаге каждого прохода – 3,5 мм управляющая программа имеет вид:
6. Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
Канавки на наружной или внутренней цилиндрической поверхности протачивают по автоматическому циклу G75 (см. рис.13). Цикл можно использовать для обработки одной или нескольких равномерно расположенных канавок, а также широкой канавки
Структура цикла имеет вид:
G75*, X* (Х![]() )*, Z* (Z
)*, Z* (Z![]() ),* F*, Р,
),* F*, Р,
где X (или Х![]() )* − координата дна канавки по оси X (или смещение по оси X до дна канавки); Z (или Z
)* − координата дна канавки по оси X (или смещение по оси X до дна канавки); Z (или Z![]() )* – координата по оси Z левой стенки последней канавки (или последнего спуска при протачивании широкой канавки); F – подача в цикле; Р – шаг между канавками (или шаг между проходами при протачивании широкой канавки), дискретность 0,01. Величина Р не должна превышать ширины широкой канавки
)* – координата по оси Z левой стенки последней канавки (или последнего спуска при протачивании широкой канавки); F – подача в цикле; Р – шаг между канавками (или шаг между проходами при протачивании широкой канавки), дискретность 0,01. Величина Р не должна превышать ширины широкой канавки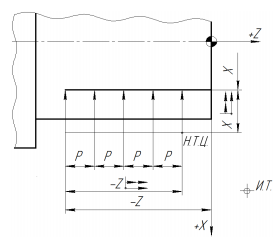
Рисунок 13 - Схема цикла протачивания канавок
на цилиндрической поверхности
Если при многопроходном протачивании широкой канавки ее ширина не кратна шагу проходов, то остается немерный остаток припуска, который автоматически срезается при последнем проходе
После окончания цикла резец возвращается в точку начала цикла
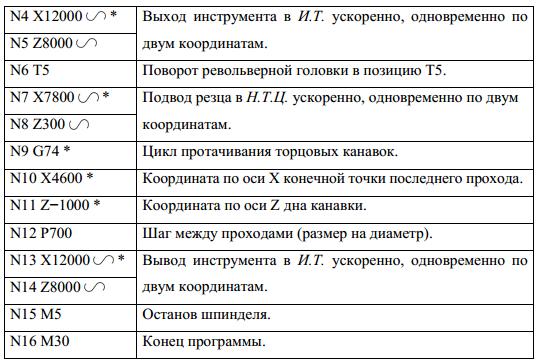
Для проточки на наружной цилиндрической поверхности диаметром – 60 мм трех канавок шириной – 5 мм с шагом – 40 мм используем канавочный резец с шириной режущей кромки – 5 мм (рис.14)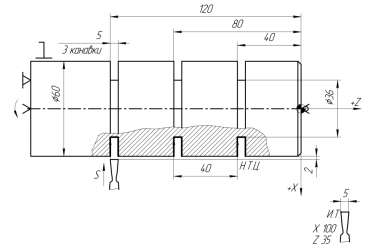
Рисунок 14 - Схема для протачивания трех канавок
по циклу G75
Управляющая программа для обработки трех канавок на цилиндрической поверхности имеет вид: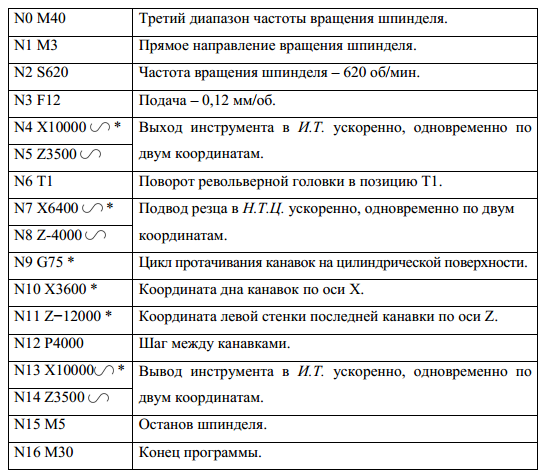
7. Багатопрохідний цикл глибокого свердлування G73
Глубокое сверление должно производиться с периодическими вводами и выводами сверла с целью охлаждения сверла и снятия напряжения продольного изгиба. Общая длина отверстия (глубина сверления) делится на участки, обозначаемые символом Р (величина Р не должна равняться диаметру сверла). Цикл задается функцией G73, с помощью которой программируют автоматический вывод сверла из отверстия после прохода заданного участка, а затем повторный ввод на быстром ходу. При каждом повторном вводе сверло не доходит на некоторую величину зазора а до конца предыдущего рабочего хода (рис.15). Величина а задается предварительно постоянным параметром, вводимым в память системы ЧПУ при первичной наладке станка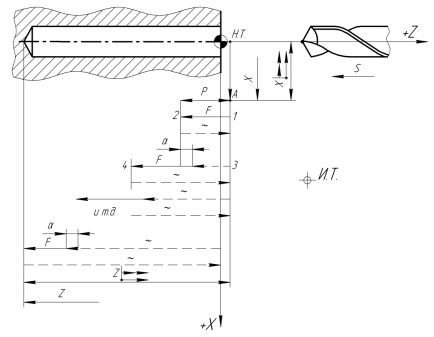
Рисунок 15 - Схема автоматического цикла глубокого
сверления G73
После окончания цикла сверло отходит в точку А, находящуюся на расстоянии X мм от оси X и на расстоянии Z мм от нулевой точки детали
Структура цикла:
G73*, X* (Х![]() )*, Z* (Z
)*, Z* (Z![]() )*, F*, Р (см. рис.15),
)*, F*, Р (см. рис.15),
где X – координата смещения инструмента по оси X в точку А после выполнения цикла; Z – координата конечной точки перемещения сверла по оси Z; F – шаг резьбы (дискретность 0,0001); Р – длина участка сверления между выводами инструмента
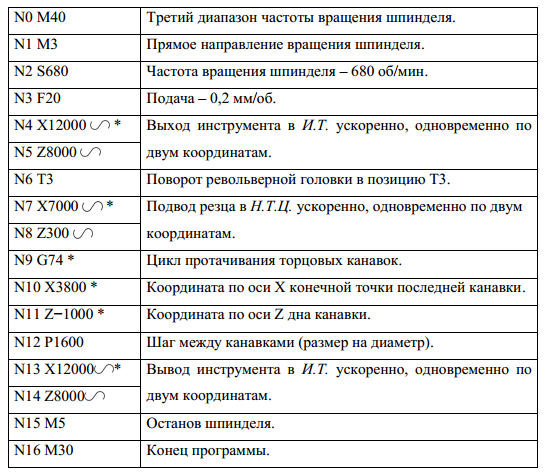
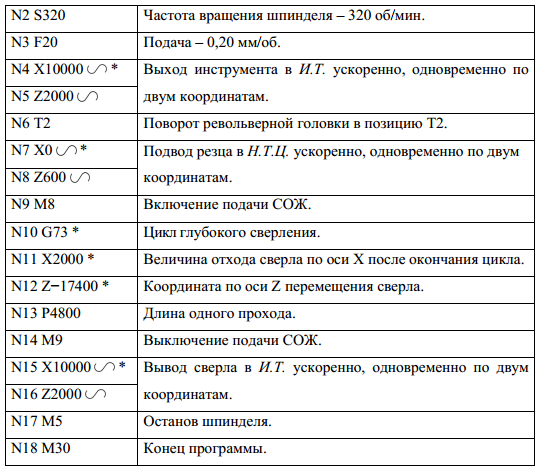
На рис. 16 показана деталь, в которой необходимо просверлить отверстие диаметром – 28 мм на длине – 160 мм. Недоход (воздушный зазор) до заготовки составляет 6 мм, перебег – 14 мм. Общий путь рабочего хода L = 160 + 6 + 14 = 180 мм. Его расчленяют на участки длиной 48 мм (четырехпроходный цикл). Подачу принимают 0,2 мм/об, частоту вращения шпинделя – 700 об/мин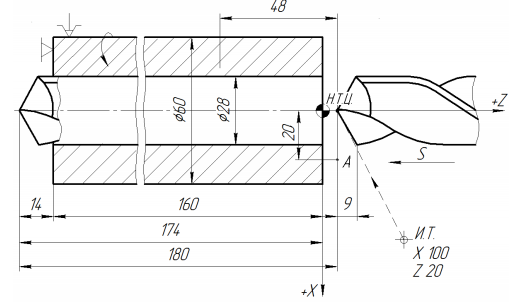
Рисунок 16 - Схема для сверления глубокого отверстия по циклу G73
Управляющая программа для сверления глубокого отверстия диаметром 28 мм имеет вид:
8. Цикли нарізування різьби G31, G32, G33
Многопроходное нарезание резьбы резцом программируется с помощью цикла G31
Цикл имеет следующую структуру:
G31*, X*, Z*, F*, P1*, P2,
где G31 – номер цикла резьбонарезания; X – номинальный диаметр резьбы; Z – длина резьбы или координата конечной точки резьбы; F – шаг резьбы, записывается с учетом дискретности 0,0001; Р1 – полная глубина резьбы на сторону с учетом дискретности 0,01 (определяется по справочнику или приближенно по формуле Р1 = 0,65·F, где F – шаг резьбы); Р2 – глубина прохода на сторону (задается технологом или оператором) (рис.17)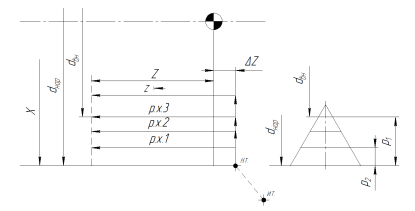
Рисунок 17 - Схема структуры автоматического цикла нарезания резьбы G31
Цикл нарезания многопроходный, все рабочие ходы, за исключением четырех последних, выполняют с глубиной, заданной в последнем кадре резьбонарезания (Р2). В каждом из четырех последних рабочих ходов глубина резания автоматически делится на два. После нарезания резьбы резец возвращается в начальную точку цикла, откуда его можно отвести по программе в исходную точку
При нарезании резьб с шагом до 2 мм резец при каждом проходе подают на глубину перпендикулярно к оси детали. Для этого перед началом обработки детали в оперативное запоминающее устройство (ОЗУ) вводят постоянный параметр N6 P0, для чего нажимают клавиши N, 6, Р, 0
Если шаг резьбы более 2,5 мм, то рекомендуется выполнять врезание резца под углом ε/2 = 30°, чтобы в работе участвовала одна режущая кромка. В этом случае постоянный параметр Р вычисляется по формуле Р = 4086 tg 30° = 2365. Ввод выполняют последовательным нажатием клавиш N, 6, P, 2, 3, 6, 5
Модульную резьбу (профиль трапецеидальный с углом 40°, шаг – кратный числу π), с модулем более 0,5 мм нарезают с врезанием под углом 20°. Постоянный параметр Р = 4096 tg 20° =1491 вводят нажатием клавиш N, 6, Р, 1, 4, 9, 1
Величину пути подхода резца (воздушного зазора для разгона привода) по оси Z принимают не менее двух шагов нарезаемой резьбы
Рассмотрим применение цикла G31 для нарезания резьбы М36×1,5 резцом на резьбовом валике (рис.18)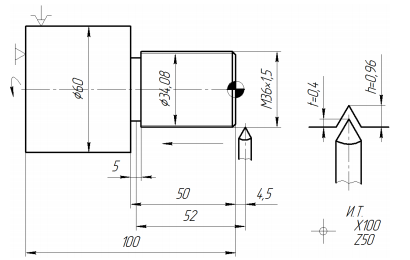
Рисунок 18 - Схема нарезания резьбы М36×1,5 на резьбовом валике
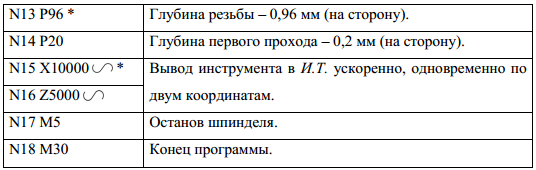
Управляющая программа для нарезания резьбы М36×1,5 имеет вид: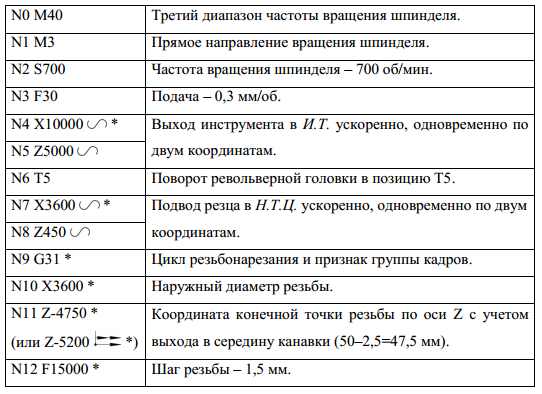
В многопроходном цикле G31 можно задавать нарезание конической резьбы. Для этого в цикл вводят третий параметр Р, который определяет разность между большим и меньшим диаметрами резьбы
Если по каким-либо причинам целесообразно нарезать резьбу с единичным рабочим ходом, то применяют цикл G32. Технолог или наладчик в этом случае сам назначает глубину резания для каждого рабочего хода, число рабочих ходов, а также отвод (по оси X), отход (по оси Z) после каждого рабочего хода и подвод на глубину следующего прохода по оси X. Для последнего рабочего хода задается глубина резания в пределах 0,1 – 0,3 мм
Нарезание резьбы метчиком или плашкой программируется с помощью функции G33. Инструмент должен закрепляться в самовыдвижной подпружиненной оправке. Цикл обеспечивает быстрый подвод метчика к заготовке, подачу с заданным шагом, реверс шпинделя, вывод метчика, отвод в точку А и смещение в точку С (рис.19)
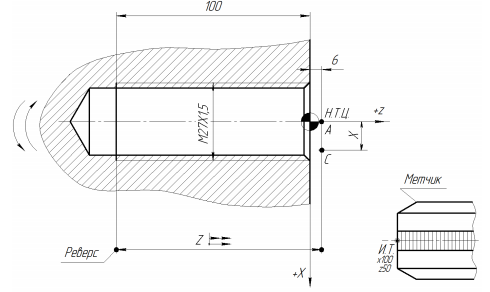
Рисунок 19 - Схема нарезания резьбы метчиком по циклу G33
Структура цикла имеет следующий вид:
G33![]() *, Z*, X*, F,
*, Z*, X*, F,
где Z – координата конечной точки резьбы по оси Z; X – координата смещения инструмента по оси X в точку С после выполнения цикла; F – шаг резьбы (дискретность 0,0001). Символом![]() задают смещение на координату X
задают смещение на координату X
Управляющая программа для нарезания метчиком резьбы M20×1,5 на глубину 100 мм (рис.19) имеет следующий вид: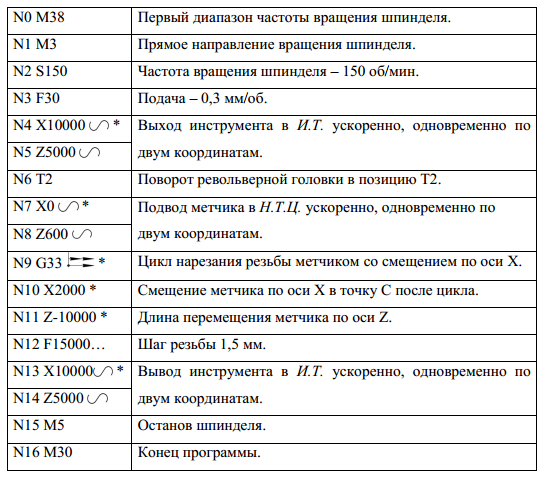
9. Повторення частини програми G25
Для повторения части управляющей программы служит функция G25. После функции G25 записываются два символа – Р1 и Р2. Первый указывает, с какого и по какой кадр повторяется программа, а второй – количество повторений. Часть программы, которая должна повторяться, записывается в относительной системе отсчета в приращениях
В формат параметра Pl вводят цифры 0, 3; 3. Первые три цифры определяют номер кадра, с которого часть программы повторяется, вторые три цифры – номер кадра, которым оканчивается вызываемая часть программы. Нуль в первой части кода формата означает, что нули перед номером начального кадра можно опустить. Отсутствие нуля во второй части кода свидетельствует о том, что незначащие нули номера конечного кадра не опускаются. Например, для вызова части программы с кадра N8 до кадра N15 записывают Р8015, с кадра N5 до кадра N8 – Р5008, с кадра N85 до кадра N105 – Р85105
Формат параметра P2 0, 5 означает, что нуль впереди числа повторяемых кадров не ставится, а само число может быть пятизначным. Максимальное число повторений по Р2 − не более 23767. Если P2 опущен, то повторяемая часть управляющей программы отрабатывается один раз. Например, нужно повторить кадры с N4 по N12 – 15 раз. Запись фрагмента управляющей программы в этом случае имеет вид:
N28 G25*
N29 P4012*
N30 P15
10. Безумовний перехід Р
Для изменения порядка выполнения кадров управляющей программы применяется команда так называемого безусловного перехода, обозначаемого символом Р. С помощью этого символа можно вводить в управляющую программу дополнительные кадры
Например, если алмазный выглаживатель, поджимаемый пружиной, должен совершать цикл подач «влево – вправо» (см. рис.20), то чтобы не задавать в управляющей программе весь цикл, включающий многократное движение выглаживателя, записывают лишь два хода, а затем под адресом Р проставляют номера этих кадров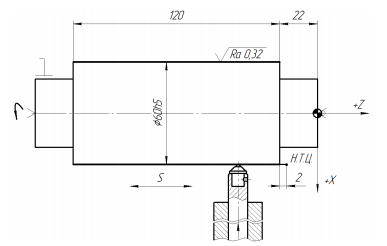
Рисунок 20 - Пример автоматического цикла с применением
символа безусловного перехода P («зацикливание»)
Фрагмент управляющей программы для «зацикливания» проходов алмазного выглаживания цилиндрической поверхности диаметром – 60h5 имеет вид: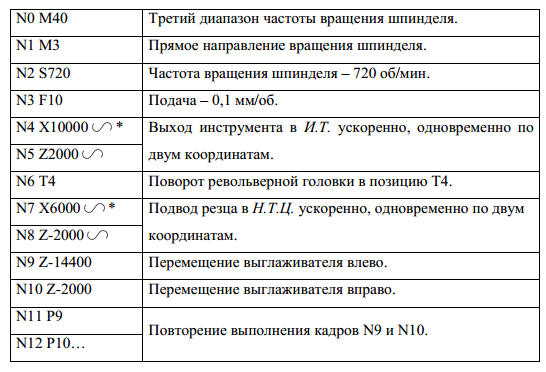
Теперь цикл «влево – вправо» будет выполняться многократно до нажима на клавишу «Стоп». Такой прием называется «зацикливанием» управляющей программы