Тема 10. Програмування оброблення на багатоопераційних верстатах з ЧПК
1 Загальні відомості про багатоопераційні верстати
2 Основні конструкції багатоопераційних верстатів
3 Технічні можливості багатоопераційних верстатів
4 Тенденції розвитку багатоопераційних верстатів
5 Програмування технології оброблення деталей на багатоопераційних верстатах
2. Основні конструкції багатоопераційних верстатів
Багатоопераційний верстат з ЧПК — це комплексна автоматична система, керована за допомогою отримуваної інформації. Верстат застосовується для оброблення деталей з автоматичним введенням у дію інструментів з певною послідовністю
Розглянемо конструктивні особливості БОВ, призначеного для оброблення корпусних, плоских деталей складної конфігурації. Оскільки корпусні деталі коробчастої форми становлять 60...70 % загальної кількості деталей, оброблюваних на БОВ, переважають верстати з горизонтальним розташуванням шпинделя та поворотним столом. Саме на цих верстатах можливе оброблення деталей за одне встановлення з кількох боків. Останні дослідження БОВ показали, що на вертикальні компоновки припадає 34 %, решта — їх горизонтальні компоновки
Багатоопераційні верстати вертикальної компоновки призначені для оброблення плоских деталей, що забезпечує жорсткість закріплення їх на столі. Верстати з горизонтальною компоновкою мають рухому та нерухому колони, верстати з вертикальною компоновкою — здебільшого нерухому колону та рухомий хрестовий стіл. Горизонтальна компоновка БОВ із столом завширшки 500 мм з поздовжньою (рухомою) колоною і поперечно-рухомим столом має переваги за жорсткістю та міцністю порівняно з компоновкою з нерухомою колоною і хрестовим столом
Шпинделі монтують на презиційних дворядних роликових або конічних роликових підшипниках, які забезпечують високу жорсткість конструкції та точність частоти обертання. Широкого діапазону роботи, що виконуються на БОВ, ставлять різні вимоги до шпинделів: потрібно поєднати високу жорсткість при чорновому фрезеруванні й розточуванні та підвищену швидкохідність при обробленні малих отворів. Тому прагнуть створити конструкції опор, які забезпечують регулювання натягу їх залежно від виду оброблення
У БОВ є жорстка шпиндельна головка і немає переміщуваного пінолю. В шпинделях стандартизовано конус для закріплення інструментів, що дає змогу на одному підприємстві, використовуючи різноманітні БОВ, застосовувати той самий інструмент
Конструкція автоматичного затискного пристрою забезпечує належну силу затиску інструмента залежно від розміру конуса. В налагоджувальному режимі затискування та відтискування інструмента можуть здійснюватися при його заміні або в будь-якому іншому положенні шпиндельної головки. Вже є верстати з вертикальним розташуванням поверхні стола, що поліпшує умови відведення стружки та мастильно-охолодної рідини
Для переміщення робочих органів використовуються напрямні ковзання, а також комбіновані напрямні. Більшість БОВ мають сталеві накладні шліфовані напрямні й танкетки кочення, які зберігають жорсткість верстатів завдяки натягу в двох напрямках. Застосовувані гідравлічні напрямні забезпечують високі жорсткість та експлуатаційні якості БОВ
Відсутність тертя та механічного спрацювання напрямних при постійному повітряному зазорі має ряд переваг. Форми напрямних є традиційними: прямокутні призми, У-подібні або комбінації їх. У приводі головного руху БОВ використовуються двигуни постійного струму з тиристорним керуванням у поєднанні з дво- або чотиридіапазонною коробкою швидкостей. Діапазон регулювання частоти обертання двигунів без зміни потужності їх становить 32...3500 хв-1. Потужність головного привода малих БОВ становить 5 кВт, великих і унікальних — 45 кВт. У приводах переміщення робочих органів використовуються високомоментні регульовані двигуни постійного струму в поєднанні з кульковими гвинтовими парами. Це забезпечує широкий діапазон подач, високу швидкість переміщень і жорсткість привода. Електродвигуни з'єднують з ходовим гвинтом за допомогою беззазорних муфт, іноді вводять проміжну передачу
Гідродвигуни практично не застосовуються. Завдяки використанню високих крутних та інерційних моментів швидкість допоміжного (холостого) ходу, яка становить близько 10 м/хв, досягається навіть при невеликих переміщеннях робочого органа
Різноманітність конструкторських рішень вузла автоматичної заміни інструмента можна звести до магазинів двох типів: барабанного і ланцюгового, які розташовують як окремий вузол поруч з верстатом або на колоні (збоку чи зверху) чи на шпиндельній головці. Кожна з компоновок має і переваги, і недоліки. Окремо встановлений магазин можна використовувати в різних верстатах, він зручний у монтажі й не впливає на точність верстата, оскільки не деформує його базові елементи, хоча й збільшує площу, яку займає. Магазин, розміщений на колоні збоку чи зверху, скорочує довжину переміщення інструмента для його встановлення в шпиндель, ускладнює встановлення інструмента в магазин у разі його розташування зверху колони. Якщо магазин встановити на шпиндельній головці, то заміну інструмента можна здійснювати в будь-якому положенні маніпулятора. Це скорочує час заміни (проте збільшує масу шпиндельної головки), що потребує більшої противаги та збільшення жорсткості напрямних і основних базових елементів верстата
Інструмент замінюється за допомогою двоплечого автооператора. Він захоплюється з гнізда магазина, а при значному віддаленні останнього від шпинделя — з проміжної позиції. Кількість інструментів у магазині дорівнює 20…120, а у БОВ середніх розмірів — 30
Аналіз корпусних і плоских деталей складної конфігурації показує, що для оброблення 85 % з них досить 30 інструментів. Магазини з кількістю інструментів 30...40 мають дискову форму, з більшою кількістю — ланцюгову. Маса та довжина інструментів обмежуються, що пов'язано з жорсткістю конструкції маніпулятора й об'ємом вільної зони для заміни
У верстатах з вертикальною компоновкою шпинделя при заміні інструмента потрібно відводити робочий стіл з деталлю. Для малих і середніх БОВ маса інструмента становить 10... 16 кг, довжина — 300...400 мм. У деяких конструкціях магазинів інструменти захищені від пилу та бруду, а при встановленні в шпиндель обдуваються. Час заміни інструмента не перевищує 10... 12 с (від закінчення знімання металу одним інструментом до початку різання іншим)
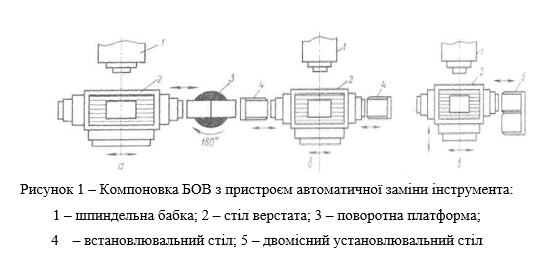
Заміна інструмента за допомогою револьверних головок у сучасних конструкціях БОВ не передбачається. З метою скорочення часу на заміну деталі застосовуються автоматизовані пристрої, які за програмою знімають оброблену деталь з робочого стола і встановлюють нову заготовку, причому заготовки розміщуються на столах-супутниках. Більшість таких пристроїв є двопозиційними, розташованими збоку або перед верстатом й оснащеними механізмом переміщення стола-супутника (рис. 1, а). Поки на верстаті обробляється деталь, на другій позиції встановлюється нова заготовка. Після закінчення оброблення робочий стіл верстата виходить на позицію заміни деталі і пристрій за допомогою захвата (кліщеподібного або кільцевого) знімає стіл-супутник на себе поворотом двопозиційної поворотної платформи
Існують також однопозиційні пристрої автоматичної заміни інструмента, які встановлюються з різних боків верстата (рис. 1, б). В цьому разі робочий стіл послідовно виходить то на одну, то на іншу позицію. С також двопозиційні пристрої паралельної дії (рис. 1, в), застосування яких веде до скорочення шляху переміщення робочого стола на позицію заміни деталі
При автоматичній заміні заготовок, що встановлюються на столах-супутниках, потрібно забезпечити стабільну точність оброблення всіх заготовок. Параметри столів-супутників, які впливають на точність оброблення деталей, повинні мати мінімальний розкид. Водночас треба забезпечити точність і стабільність базування супутника на столі верстата. Іноді для розв'язання цієї задачі використовуються датчики, що контролюють фактичний стан супутника на столі верстата з уведенням коригування КП за зміщеними координатами. Точність встановлення столів-супутників БОВ становить 0,005...0,02 мм
Можливість суміщення часу встановлення деталі з часом її оброблення досягається конструкцією самого супутника, робоча поверхня якого має сітку точних отворів, а також сітку нарізних отворів або Т-подібних пазів. Рідше зустрічається поєднання їх. Відстані між осями отворів дотримуються з точністю до 0,01...0,02 мм, що дає змогу стабільно встановлювати деталі в системі зібраних на столі базуючих елементів, від яких залежить точність оброблення. Час автоматичної заміни деталі на БОВ на перевищує 30...40 с
Елементами, що забезпечують роботу БОВ, є пристрої подачі мастильно-охолодної рідини в зону різання та автоматизованого відведення стружки. Застосування таких пристроїв дає змогу скоротити час простоїв, пов'язаних з видалянням стружки, поліпшує умови праці операторів, подовжує термін використання мастильно-охолодної рідини завдяки зменшенню контактування із стружкою. Конструкції сучасних БОВ, хоча й оснащено "кабінетним захистом", але в них забезпечено зручний підхід до зони встановлення деталі та інструмента. Цей захист не заважає налагодженню верстатів. Через вікна оператор спостерігає за процесом оброблення, станом і роботою інструментів, а в разі аварійної ситуації приймає необхідне рішення
Оскільки оброблення деталі є автоматичним, похибки позиціювання її лінійних розмірів при обробленні за прямокутним циклом, геометричні розміри складних контурів і поверхонь повторюються з усіх деталях однієї партії. Показниками точності БОВ є позиціювання та точність міжосьових відстаней оброблених отворів, а також відтворення контуру деталі, коли він утворюється одночасним рухом за двома координатами. Точність БОВ багато в чому залежить від жорсткості його базових елементів, напрямних тощо. Відтак при конструюванні БОВ особливу увагу приділяють вибору їх поперечних перерізів і створенню замкнених конструкцій
У багатьох БОВ базові елементи є зварними. При проектуванні їх звертають увагу на місця стиків, які впливають на жорсткість верстата. Передачі «гвинт-гайка кочення», як і роликові напрямні, завдяки малому тертю зменшують нагрівання та спрацювання порівняно з передачами ковзання
У сучасних конструкціях БОВ найпоширенішими є два типи відлікових систем: індуктивний датчик лінійних переміщень (індуктосин) і фотоімпульсний датчик. Індуктосин складається з однієї або кількох лінійок і головки, на яких розташовано друковані обмотки, виконані на фольговому діелектрику. Лінійки прикріплюють на одному з вузлів, який взаємно переміщується, головку — на іншому. Покриття, нанесені на поверхні лінійки та головки, дають змогу використовувати датчик у цехових умовах. Фотоімпульсний датчик установлюють на ходовому гвинті верстата (дискрета відліку дорівнює 1...2 мкм). Точність переміщення залежить від точності виконання ходового гвинта і її можна коригувати