Тема 10. Програмування оброблення на багатоопераційних верстатах з ЧПК
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Книга: | Тема 10. Програмування оброблення на багатоопераційних верстатах з ЧПК |
| Надруковано: | Гість-користувач |
| Дата: | середа 24 грудня 2025 16:13 PM |
Опис
1 Загальні відомості про багатоопераційні верстати
2 Основні конструкції багатоопераційних верстатів
3 Технічні можливості багатоопераційних верстатів
4 Тенденції розвитку багатоопераційних верстатів
5 Програмування технології оброблення деталей на багатоопераційних верстатах
1. Загальні відомості про багатоопераційні верстати
Основними передумовами використання БОВ для оброблення корпусних деталей замість оброблення на універсальних верстатах є такі: 1) висока трудомісткість оброблення, що зумовлюється збільшенням допоміжного часу; 2) складність забезпечення заданої точності через велику кількість операцій, виконуваних на різних верстатах; 3) високі вимоги до кваліфікації робітника через складність форми оброблюваних поверхонь, зростаючі вимоги до точності оброблення їх; 4) значна тривалість циклу оброблення, зумовлена витратами часу на транспортування, контрольні операції, перебування деталей на проміжних складах тощо; 5) низький коефіцієнт використання верстатів, зумовлений великою питомою вагою допоміжного часу; 6) великі терміни переходу на випуск нових виробів, зумовлені потребою виготовлення значної кількості оснастки та ін.
Застосування БОВ дає змогу відразу розв’язати багато основних проблем, що їх висуває виробництво корпусних деталей. З використанням БОВ трудомісткість оброблення цих деталей залежно від складності їх зменшилася в три-п’ять разів. Сучасні БОВ здатні обробляти корпусні деталі практично з усіх боків (крім базової площини), під будь-яким кутом і при одному встановленні. Широкі технологічні можливості верстатів і високий ступінь універсальності систем ЧПК дають змогу здійснювати всі види оброблення, де знімається стружка
Аналізуючи ефективність застосування БОВ, крім переліченого, беруть до уваги такі позитивні чинники: 1) поліпшення організації виробництва із створенням умов для комплексної автоматизації виробничого процесу; 2) внесення змін у конструкцію деталі, що перебуває у виробництві (потрібно замінити лише окремі частини програми); 3) поліпшення планування виробництва (час оброблення деталі на верстатах встановлюється програмою і не залежить від оператора, що дає змогу точніше визначити завантаження обладнання, скоротити заділи та виконати терміни поставок продукції); 4) зменшення виробничих площ; 5) полегшення умов праці й підвищення культури виробництва
2. Основні конструкції багатоопераційних верстатів
Багатоопераційний верстат з ЧПК — це комплексна автоматична система, керована за допомогою отримуваної інформації. Верстат застосовується для оброблення деталей з автоматичним введенням у дію інструментів з певною послідовністю
Розглянемо конструктивні особливості БОВ, призначеного для оброблення корпусних, плоских деталей складної конфігурації. Оскільки корпусні деталі коробчастої форми становлять 60...70 % загальної кількості деталей, оброблюваних на БОВ, переважають верстати з горизонтальним розташуванням шпинделя та поворотним столом. Саме на цих верстатах можливе оброблення деталей за одне встановлення з кількох боків. Останні дослідження БОВ показали, що на вертикальні компоновки припадає 34 %, решта — їх горизонтальні компоновки
Багатоопераційні верстати вертикальної компоновки призначені для оброблення плоских деталей, що забезпечує жорсткість закріплення їх на столі. Верстати з горизонтальною компоновкою мають рухому та нерухому колони, верстати з вертикальною компоновкою — здебільшого нерухому колону та рухомий хрестовий стіл. Горизонтальна компоновка БОВ із столом завширшки 500 мм з поздовжньою (рухомою) колоною і поперечно-рухомим столом має переваги за жорсткістю та міцністю порівняно з компоновкою з нерухомою колоною і хрестовим столом
Шпинделі монтують на презиційних дворядних роликових або конічних роликових підшипниках, які забезпечують високу жорсткість конструкції та точність частоти обертання. Широкого діапазону роботи, що виконуються на БОВ, ставлять різні вимоги до шпинделів: потрібно поєднати високу жорсткість при чорновому фрезеруванні й розточуванні та підвищену швидкохідність при обробленні малих отворів. Тому прагнуть створити конструкції опор, які забезпечують регулювання натягу їх залежно від виду оброблення
У БОВ є жорстка шпиндельна головка і немає переміщуваного пінолю. В шпинделях стандартизовано конус для закріплення інструментів, що дає змогу на одному підприємстві, використовуючи різноманітні БОВ, застосовувати той самий інструмент
Конструкція автоматичного затискного пристрою забезпечує належну силу затиску інструмента залежно від розміру конуса. В налагоджувальному режимі затискування та відтискування інструмента можуть здійснюватися при його заміні або в будь-якому іншому положенні шпиндельної головки. Вже є верстати з вертикальним розташуванням поверхні стола, що поліпшує умови відведення стружки та мастильно-охолодної рідини
Для переміщення робочих органів використовуються напрямні ковзання, а також комбіновані напрямні. Більшість БОВ мають сталеві накладні шліфовані напрямні й танкетки кочення, які зберігають жорсткість верстатів завдяки натягу в двох напрямках. Застосовувані гідравлічні напрямні забезпечують високі жорсткість та експлуатаційні якості БОВ
Відсутність тертя та механічного спрацювання напрямних при постійному повітряному зазорі має ряд переваг. Форми напрямних є традиційними: прямокутні призми, У-подібні або комбінації їх. У приводі головного руху БОВ використовуються двигуни постійного струму з тиристорним керуванням у поєднанні з дво- або чотиридіапазонною коробкою швидкостей. Діапазон регулювання частоти обертання двигунів без зміни потужності їх становить 32...3500 хв-1. Потужність головного привода малих БОВ становить 5 кВт, великих і унікальних — 45 кВт. У приводах переміщення робочих органів використовуються високомоментні регульовані двигуни постійного струму в поєднанні з кульковими гвинтовими парами. Це забезпечує широкий діапазон подач, високу швидкість переміщень і жорсткість привода. Електродвигуни з'єднують з ходовим гвинтом за допомогою беззазорних муфт, іноді вводять проміжну передачу
Гідродвигуни практично не застосовуються. Завдяки використанню високих крутних та інерційних моментів швидкість допоміжного (холостого) ходу, яка становить близько 10 м/хв, досягається навіть при невеликих переміщеннях робочого органа
Різноманітність конструкторських рішень вузла автоматичної заміни інструмента можна звести до магазинів двох типів: барабанного і ланцюгового, які розташовують як окремий вузол поруч з верстатом або на колоні (збоку чи зверху) чи на шпиндельній головці. Кожна з компоновок має і переваги, і недоліки. Окремо встановлений магазин можна використовувати в різних верстатах, він зручний у монтажі й не впливає на точність верстата, оскільки не деформує його базові елементи, хоча й збільшує площу, яку займає. Магазин, розміщений на колоні збоку чи зверху, скорочує довжину переміщення інструмента для його встановлення в шпиндель, ускладнює встановлення інструмента в магазин у разі його розташування зверху колони. Якщо магазин встановити на шпиндельній головці, то заміну інструмента можна здійснювати в будь-якому положенні маніпулятора. Це скорочує час заміни (проте збільшує масу шпиндельної головки), що потребує більшої противаги та збільшення жорсткості напрямних і основних базових елементів верстата
Інструмент замінюється за допомогою двоплечого автооператора. Він захоплюється з гнізда магазина, а при значному віддаленні останнього від шпинделя — з проміжної позиції. Кількість інструментів у магазині дорівнює 20…120, а у БОВ середніх розмірів — 30
Аналіз корпусних і плоских деталей складної конфігурації показує, що для оброблення 85 % з них досить 30 інструментів. Магазини з кількістю інструментів 30...40 мають дискову форму, з більшою кількістю — ланцюгову. Маса та довжина інструментів обмежуються, що пов'язано з жорсткістю конструкції маніпулятора й об'ємом вільної зони для заміни
У верстатах з вертикальною компоновкою шпинделя при заміні інструмента потрібно відводити робочий стіл з деталлю. Для малих і середніх БОВ маса інструмента становить 10... 16 кг, довжина — 300...400 мм. У деяких конструкціях магазинів інструменти захищені від пилу та бруду, а при встановленні в шпиндель обдуваються. Час заміни інструмента не перевищує 10... 12 с (від закінчення знімання металу одним інструментом до початку різання іншим)
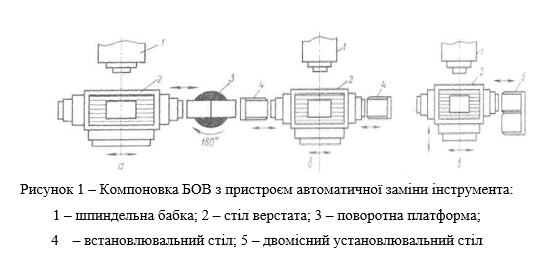
Заміна інструмента за допомогою револьверних головок у сучасних конструкціях БОВ не передбачається. З метою скорочення часу на заміну деталі застосовуються автоматизовані пристрої, які за програмою знімають оброблену деталь з робочого стола і встановлюють нову заготовку, причому заготовки розміщуються на столах-супутниках. Більшість таких пристроїв є двопозиційними, розташованими збоку або перед верстатом й оснащеними механізмом переміщення стола-супутника (рис. 1, а). Поки на верстаті обробляється деталь, на другій позиції встановлюється нова заготовка. Після закінчення оброблення робочий стіл верстата виходить на позицію заміни деталі і пристрій за допомогою захвата (кліщеподібного або кільцевого) знімає стіл-супутник на себе поворотом двопозиційної поворотної платформи
Існують також однопозиційні пристрої автоматичної заміни інструмента, які встановлюються з різних боків верстата (рис. 1, б). В цьому разі робочий стіл послідовно виходить то на одну, то на іншу позицію. С також двопозиційні пристрої паралельної дії (рис. 1, в), застосування яких веде до скорочення шляху переміщення робочого стола на позицію заміни деталі
При автоматичній заміні заготовок, що встановлюються на столах-супутниках, потрібно забезпечити стабільну точність оброблення всіх заготовок. Параметри столів-супутників, які впливають на точність оброблення деталей, повинні мати мінімальний розкид. Водночас треба забезпечити точність і стабільність базування супутника на столі верстата. Іноді для розв'язання цієї задачі використовуються датчики, що контролюють фактичний стан супутника на столі верстата з уведенням коригування КП за зміщеними координатами. Точність встановлення столів-супутників БОВ становить 0,005...0,02 мм
Можливість суміщення часу встановлення деталі з часом її оброблення досягається конструкцією самого супутника, робоча поверхня якого має сітку точних отворів, а також сітку нарізних отворів або Т-подібних пазів. Рідше зустрічається поєднання їх. Відстані між осями отворів дотримуються з точністю до 0,01...0,02 мм, що дає змогу стабільно встановлювати деталі в системі зібраних на столі базуючих елементів, від яких залежить точність оброблення. Час автоматичної заміни деталі на БОВ на перевищує 30...40 с
Елементами, що забезпечують роботу БОВ, є пристрої подачі мастильно-охолодної рідини в зону різання та автоматизованого відведення стружки. Застосування таких пристроїв дає змогу скоротити час простоїв, пов'язаних з видалянням стружки, поліпшує умови праці операторів, подовжує термін використання мастильно-охолодної рідини завдяки зменшенню контактування із стружкою. Конструкції сучасних БОВ, хоча й оснащено "кабінетним захистом", але в них забезпечено зручний підхід до зони встановлення деталі та інструмента. Цей захист не заважає налагодженню верстатів. Через вікна оператор спостерігає за процесом оброблення, станом і роботою інструментів, а в разі аварійної ситуації приймає необхідне рішення
Оскільки оброблення деталі є автоматичним, похибки позиціювання її лінійних розмірів при обробленні за прямокутним циклом, геометричні розміри складних контурів і поверхонь повторюються з усіх деталях однієї партії. Показниками точності БОВ є позиціювання та точність міжосьових відстаней оброблених отворів, а також відтворення контуру деталі, коли він утворюється одночасним рухом за двома координатами. Точність БОВ багато в чому залежить від жорсткості його базових елементів, напрямних тощо. Відтак при конструюванні БОВ особливу увагу приділяють вибору їх поперечних перерізів і створенню замкнених конструкцій
У багатьох БОВ базові елементи є зварними. При проектуванні їх звертають увагу на місця стиків, які впливають на жорсткість верстата. Передачі «гвинт-гайка кочення», як і роликові напрямні, завдяки малому тертю зменшують нагрівання та спрацювання порівняно з передачами ковзання
У сучасних конструкціях БОВ найпоширенішими є два типи відлікових систем: індуктивний датчик лінійних переміщень (індуктосин) і фотоімпульсний датчик. Індуктосин складається з однієї або кількох лінійок і головки, на яких розташовано друковані обмотки, виконані на фольговому діелектрику. Лінійки прикріплюють на одному з вузлів, який взаємно переміщується, головку — на іншому. Покриття, нанесені на поверхні лінійки та головки, дають змогу використовувати датчик у цехових умовах. Фотоімпульсний датчик установлюють на ходовому гвинті верстата (дискрета відліку дорівнює 1...2 мкм). Точність переміщення залежить від точності виконання ходового гвинта і її можна коригувати
3. Технічні можливості багатоопераційних верстатів
Багатоопераційний верстат як автоматична система надає широкі можливості користувачу. Поєднуючи функції ряду верстатів і концентруючи оброблення деталі за одне встановлення, він має нові якості, які впливають на продуктивність оброблення та його точність. БОВ замінюють свердлильні, а також розточувальні верстати, виконуючи операції свердління, зенкування фасок, підрізування торців, прорізування внутрішніх канавок, нарізування різьб гвинторізом. Центрування отворів здійснюється свердлом, заточеним під кутом 90º, що дає змогу поєднати цю операцію з обробленням фаски
Корпусні деталі відзначаються високими вимогами до биття торців, положення осі отворів і глибини їх. Оброблення з одного встановлення отвору та торця деталі забезпечується виконанням технічних вимог, а коригування довжини інструмента дає змогу досягти заданої глибини отвору з високою точністю
Точність оброблення на сучасних БОВ не перевищує 0,01...0,03мм. Підрізування внутрішніх торців, більших за діаметром, ніж розташований перед ним отвір, можливе завдяки орієнтації шпинделя. Точність нарізуваної мітчиком різьби залежить від точності інструмента. Для виконання цієї операції призначено патрони з осьовою розв'язкою їх від шпинделя верстата. БОВ замінюють фрезерні, свердлильні, розточувальні та токарні верстати, на яких обробляються площини, виступи, пази (як прямокутні, так і криволінійні). Можна обробляти фрезою отвори великого діаметра, точно доводити площини, виконувати зовнішні округлі поверхні, частини округлостей криволінійних профілів, нарізувати різцем різьби великого діаметра та гвинтові канавки
Електропривод головного руху великої потужності та жорсткий шпиндель БОВ дають змогу здійснювати чорнове і чистове оброблення поверхонь. Попередній натяг напрямної, наявність беззазорної кулькової гвинтової передачі забезпечують потрібну шорсткість поверхні при доведенні площин, пазів і виборок
Для виконання отворів великого діаметра, які неможливо обробити різцем через велику масу інструмента, використовується фрезерування. При цьому забезпечується точність не нижча, ніж квалітет Н9 (отвори діаметром 100мм і більше). Застосування однієї фрези для оброблення різних за діаметром отворів дає змогу розширити типи оброблюваних поверхонь, не збільшуючи кількість інструментів. Цю саму фрезу можна використати, обробляючи зовнішній діаметр фланця, замість токарної операції. Криволінійні профілі, зокрема плоских деталей, можна дістати, обробляючи суцільний товстолистовий прокат або найпростіше литво
За допомогою БОВ можна обробляти деталі з конструкційних, легованих сталей, чавуну, кольорових сплавів, алюмінію тощо
Захист зони різання дає змогу подавати більше мастильно-охолодної рідини; завдяки широкому діапазону частот обертання і подач можна використовувати наявний інструмент. Варто звернути увагу на такі характеристики, як мінімальна відстань від осі стола до торця шпинделя або до робочої поверхні стола (горизонтальні БОВ), мінімальна та максимальна відстані від торця шпинделя до робочої поверхні деталі (вертикальні БОВ). Ці характеристики багато в чому визначають можливість використання стандартного інструмента, спрощують налагодження, підвищують точність оброблення
4. Тенденції розвитку багатоопераційних верстатів
Один з напрямів розвитку БОВ пов'язаний з використанням принципу агрегатування при проектуванні їх, що дає змогу застосовувати БОВ для оброблення геометрично подібних деталей різних розмірів завдяки блочній побудові верстатів, а також для комплексного оброблення деталей, які відрізняються між собою розмірами, кількістю та розташуванням оброблюваних поверхонь. При цьому можуть бути створені будь-які модифікації БОВ: з трьома, чотирма, п'ятьма керованими координатами, поперечно рухомими або хрестовими столами з вертикальною, горизонтальною або двошпиндельною головками, різноманітними типами столів і місткостями інструментальних магазинів
Одним з елементів БОВ, використовуваних у серійному та велико-серійному виробництвах, є багатошпиндельна головка, завдяки якій поєднуються гнучкість БОВ і висока продуктивність агрегатного верстата
Одночасна робота кількох інструментів скорочує час оброблення, однак потребує точного налагодження їх, оскільки на всі інструменти є один коректор. У серійному виробництві застосовуються БОВ з дво- або чотиришпиндельними головками. При цьому інструменти обробляють не групу отворів в одній деталі, а дві або чотири деталі, кожну своїм шпинделем
Ще одним напрямом зростання продуктивності БОВ є можливість підвищення режимів різання. Ця тенденція розвивається завдяки змінам конструкції БОВ і застосуванню більш досконалого інструмента. Збільшується діапазон частот обертання шпинделя. При цьому зона оброблення потребує сильного охолодження й гарантованого відведення стружки. Тому в конструкції БОВ передбачається захист не лише робочої зони, а й усіх механізмів і пристроїв верстата. Пристрої для заміни деталей винесено із зони захисту, щоб можна було замінювати заготовку під час роботи верстата
Важливим напрямом розвитку БОВ є підвищення точності їх. Дедалі більше застосовуються «термосиметричні» конструкції шпиндельних та інших вузлів, схильних до нагрівання. Щоб обмежити вплив теплових деформацій, коригують стан органів БОВ залежно від показів датчиків, які реєструють температуру всіх вузлів верстата, вводять систему стабілізації температури шпинделя, а також терморегулювальну систему циркуляційного мащення коробки привода. Точність встановлення стола-супутника перевіряється датчиком, який є на шпинделі. Виявлення відхилень коригується ЧПК
Удосконалюються й системи ЧПК. БОВ переводять на керування системами ЧПК типу СNС, в яких перфострічки замінено пристроями запам'ятовування з великою ємністю пам'яті. Розвивається система прямого програмування за допомогою постпроцесора. Системи мають діагностику несправностей та індикацію відмов, уводиться діагностика стану різального інструмента
Один з напрямів розвитку БОВ пов'язаний з «безлюдною технологією» — створенням верстатного модуля із системою ЧПК типу С1ЧС, нагромаджувачем деталей та автоматичною заміною їх. Місткість нагромаджувача деталей і магазина інструментів, а також можливості ЧПК типу СNС забезпечують автономну роботу модуля протягом однієї зміни
5. Проєктування технології оброблення деталей на багатоопераційних верстатах
Розроблення технології оброблення деталей на БОВ складається з таких етапів: аналізу креслення оброблюваної заготовки та деталі; призначення базових поверхонь і вибору схеми встановлення деталі на столі верстата; вибору послідовності переходів для оброблення кожної поверхні; вибору різальних інструментів і завдання режимів різання; вибору послідовності оброблення поверхонь; визначення координат переміщення різальних інструментів
Аналіз креслення оброблюваної деталі. Мета аналізу полягає в тому, щоб вирішити такі завдання: 1) можливість оброблення деталі на вибраному обладнанні; 2) можливість забезпечення заданої кресленням точності оброблення та якості оброблюваної поверхні; 3) підвищення технологічності оброблюваних деталей
Перше завдання – це визначення методів оброблення, оцінка геометричних розмірів деталі та оброблюваних поверхонь і порівняння з технологічними можливостями БОВ вибраної моделі
Друге завдання – докладний поелементний аналіз оброблюваних поверхонь, а також перевірка відповідності параметрів точності їх можливостям БОВ
Третє завдання вирішують, вводячи за погодженням з конструктором необхідні зміни в деталі, щоб зменшити кількість її переставлянь, кількість і вартість технологічної оснастки, підвищити точність базування, знизити або виключити жолоблення деталі при обробленні, підвищити точність і продуктивність оброблення, скоротити витрати на розрахунок і підготовку програм оброблення. Для зниження витрат на програмування бажано спростити геометричні форми та типізувати основні повторювані геометричні елементи деталі (кишені, канавки, колодязі тощо)
Конструкцію корпусної деталі вважають технологічною, якщо: її геометрична форма відповідає правильній геометричній фігурі (багатогранній призмі), оскільки похилі поверхні зумовлюють потребу ускладнити конструкцію верстата та програму; оброблювані поверхні лежать у площинах, які послідовно спрямовані до шпинделя верстата при повороті деталі навколо однієї осі; досягається повне оброблення деталі при одному встановленні без зміни технологічної бази; передбачено приливи або поверхні для закріплення; забезпечуються висока міцність і жорсткість деталі.
Призначення базових поверхонь і вибір схеми встановлення деталі на столі верстата. Обробляючи деталі на БОВ, зокрема на верстатах, обладнаних поворотним столом, прагнуть за одне встановлення деталі повністю обробити її поверхню. Проте це зумовлює певні труднощі при виборі баз і місць закріплення оброблюваної деталі, оскільки елементи кріплення не повинні заважати підходу різальних інструментів до всіх оброблюваних ділянок деталі
Важливою умовою при визначенні технологічних баз є принцип сталості: технологічні бази та спосіб закріплення деталі мають забезпечити надійну стійкість її під час оброблення, відсутність деформації, незмінність положення деталі відносно початку відліку координат. З вибором баз пов'язаний і вибір схеми встановлення деталі на столі верстата в закріпленому на проміжній плиті пристрої.
Вибір схеми встановлення та способу закріплення оброблюваної деталі залежить від конструкції БОВ і типу виробництва. В дослідному малосерійному виробництві для закріплення заготовок застосовуються універсальні затискні пристрої: прихватки, набори опор, скоби тощо. Так, затискні пристрої можна оснастити механо- та пневмогідравлічними приводами, які дають змогу значно скоротити час і підвищити надійність закріплення деталей. В серійному виробництві слід застосовувати спеціальні затискні пристрої
Вибір послідовності оброблення отворів. Якщо корпусна деталь має кілька груп однакових отворів по різні боки, то варіанти послідовності виконання окремих переходів можуть бути різними. Розглянемо деякі варіанти оброблення такої деталі на БОВ, який оснащено поворотним столом
Перший варіант. Повне оброблення спочатку одного отвору при одному позиціюванні відносно шпинделя верстата, далі другого, третього та решти на одному боці деталі. Потім поворот деталі й повне оброблення кожного згідно з черговістю отвору з іншого її боку і так далі до повного оброблення отворів з усіх боків деталей
Другий варіант. Послідовне оброблення кожного отвору однієї групи з одного боку деталі спочатку одним інструментом за першим переходом, потім іншим за другим переходом і т. д. В такому самому порядку обробляються отвори інших груп на цьому самому боці деталі. Після цього поворот деталі й оброблення в тій самій послідовності групи отворів відбуваються з іншого її боку
Третій варіант. Послідовне оброблення одним інструментом усіх отворів однієї групи, розміщених у різних площинах деталі. Потім заміна інструмента і повторення циклу для другого й наступних проходжень. Завершивши оброблення всіх отворів цієї групи, в аналогічній послідовності обробляють отвори другої, третьої та решти груп
Четвертий варіант. Спочатку одним інструментом за першим переходом обробляють усі отвори однієї групи з одного боку деталі, потім іншим - усі отвори другої групи на тому самому боці деталі. Після цього в тій самій послідовності обробляють отвори за другим переходом і т. д. Обробивши всі отвори з одного боку деталі, її повертають для аналогічного оброблення отворів з іншого боку
П'ятий варіант. Спочатку одним інструментом обробляють усі отвори однієї групи з різних боків деталі, потім іншим інструментом - усі отвори другої групи. Після виконання першого переходу в усіх отворах аналогічно обробляють групи отворів за другим переходом, далі за третім і т. д.
Розглянуті варіанти послідовності оброблення отворів відрізняються кількістю замін інструментів і режимів різання, кількістю поворотів стола і наборів координат, складністю програм та ін. Зміна послідовності оброблення отворів зумовлює зміну кількості вмикань і спрацювань окремих елементів і механізмів верстата, а від цього залежать продуктивність і точність оброблення, надійність роботи верстата. Оптимальний варіант послідовності виконання окремих переходів визначають для кожного окремого випадку порівнянням усіх можливих варіантів
Перший варіант доцільно застосовувати під час оброблення отворів складної форми з високою точністю та великою кількістю переходів; другий варіант - під час оброблення великої кількості отворів з малою кількістю переходів (наприклад, закріплених отворів). Якщо всі оброблювані отвори різні, то оброблення їх слід виконувати за першим варіантом. Коли час позиціювання деталі значно перевищує час заміни інструмента, її теж доцільно обробляти за цим варіантом навіть при невеликій кількості переходів і, навпаки, якщо ці значення часу близькі, потрібно працювати за другим варіантом навіть при великій кількості переходів
Якщо переходів більше одного, то робота за другим варіантом завжди доцільніша, ніж за четвертим. Це саме стосується вибору третього варіанта порівняно з п'ятим. При цьому чим більше різноманітних груп отворів має деталь, тим більшим буде виграш у часі
Доцільність оброблення отворів за другим і третім варіантами визначають, встановивши час оброблення за кожним з них
Виявлено, що в БОВ заміна інструмента є більш складною в циклі його роботи, ніж позиціювання стола. Отже, краще рідше замінювати інструменти, тобто деталь найдоцільніше обробляти за другим варіантом. З тієї самої причини доцільно й рідше повертати стіл з деталлю