Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК
1 Де-які особливості програмування для фрезерування кінцевою фрезою
2 Кодування елемнтів КП (система 2С42). Призначення адрес
3 Службові функції
4 Лінійна інтерполяція
5 Колова інтерполяція
6 Програмування в абсолютних координатах
7 Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
8 Програмування технологічних процесів для фрезерних верстатів з ЧПК
7. Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
Вертикально-фрезерний верстат мод.6Р13Ф3 призначений для оброблення кінцевими фрезами плоских і просторових деталей складного профілю і торцевими фрезами – площин на корпусних деталях. Оброблення деталі здійснюється за рахунок взаємного переміщення інструменту по осі Z і столу – по осях X і Y (рис. 4). Відлік переміщень ведеться від нульової точки, при цьому інструмент знаходиться в крайньому верхньому положенні.
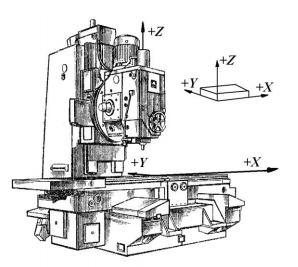
Рисунок 4 – Система координат вертикально-фрезерного верстата
Наявність трьох незалежно керованих координат дозволяє вести обробку у трьох площинах: XY, XZ, YZ. Лінійну та кругову інтерполяції можна задавати в об'ємі відразу за трьома координатами.
Програмування підготовчих функцій. Підготовчі функції (табл. 1) задаються словом, що містить адресу і двохзначне кодове число. Підготовчі функції визначають характер роботи. Їх можна розбити на дві групи. До першої групи відносяться підготовчі функції інтерполяції G01, G02 і G03 та їх модифікації G41, G42, G43, G51, G52, G53, а також функції відміни корекції G40, G50 і паузи G04. Відповідна функція визначає характер лінії (пряма або коло) і спосіб обліку величини корекції. Функції першої групи відміняють дію раніше заданої функції даної групи. Вони діють до приходу наступної функції із заданої групи, тобто є домінуючими (окрім функції G04, яка діє тільки у «своєму» кадрі).
До другої групи відносяться функції вибору площини обробки G17, G18, G19 і функції вибору системи координат G90, G91. Якщо програмований контур містить кругову інтерполяцію, то функція вибору площини задається у першому кадрі. Задана підготовча функція створюється до приходу іншої функції цієї групи. Якщо кругова інтерполяція здійснюється лише в одній площині обробки (XY), то підготовча функція G17 задається один раз у першому кадрі програми.
Функції лінійної інтерполяції G01, кругової інтерполяції за годинниковою стрілкою G02 і проти годинникової стрілки G03 застосовуються для програмування обробки контурів деталі з урахуванням величини і знаків корекції, заданих на пульті оператора, або зовсім без корекції.
Функції G41, G42, G43 діють аналогічно G01, G02, G03, але при цьому здійснюють завжди позитивну корекцію незалежно від знаку, набраного на пульті ЧПК. Функції G51, G52, G53 діють аналогічно, але здійснюють завжди негативну корекцію незалежно від знаку, набраного на
пульті ЧПК. Значення кодів підготовчих функцій приведені у таблиці 1.
Таблиця 1 – Підготовчі функції
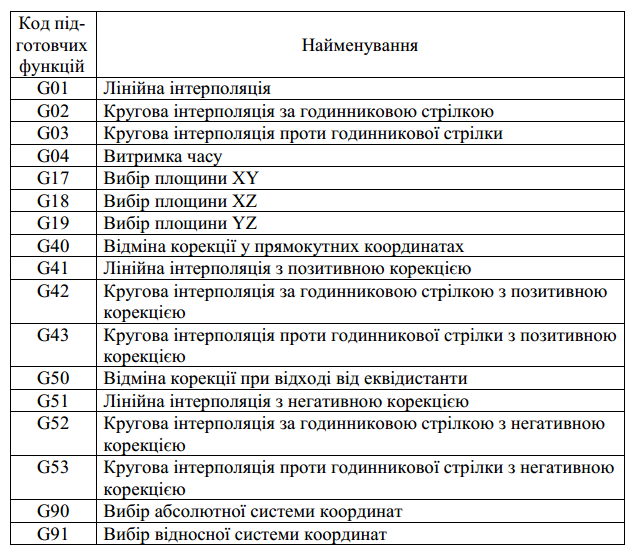
При відході інструменту від оброблюваного еквідистантного контуру необхідно використовувати функцію G50.
Функцією G04 задається режим «Пауза». У цьому режимі здійснюється лінійна інтерполяція заданої в кадрі геометричної інформації (аналогічно функції G01) без видачі керуючих сигналів на приводи верстата, тобто здійснюється технологічний зупинник на заданий у програмі час. Час паузи визначається величиною геометричної інформації і заданою швидкістю подачі.
Рекомендується задавати швидкість подачі 60 мм/хв, при цьому геометрична інформація, що задається (наприклад, за адресою Х), відповідатиме часу паузи в сотих долях секунди, наприклад:

Програмування переміщень при лінійній інтерполяції. Геометрична інформація про величину і напрямок переміщень виконавських органів верстата задається тільки у приростах. Використовується права прямокутна декартова система координат, пов'язана з нерухомою заготівкою.
Дискретність ЧПК по координатах X, Y, Z складає 0,01мм. Проте система ЧПК сприймає числа з точністю до третього знаку після коми. Одна прямокутна ділянка інтерполяції задається одним кадром, який включає: підготовчу функцію G01 (або G41, G51) і параметри переміщення по координатах X, Y, Z.
Приклад: переміщення у позитивному напрямку на величину 2158 дискрет (імпульсів) повинне бути записане таким чином:
N003 X + 002158.
У даному кадрі записано переміщення на 21,58 мм.
При роботі на подачах від 0 до 800 мм/хв можливе одночасне переміщення по двох або трьом координатам.
Програмування переміщень при круговій інтерполяції. При обробці заготівки з круговою інтерполяцією повинна бути обов'язково вказана площина обробки G17, G18, G19. Як і при лінійній інтерполяції, геометрична інформація про величину і напрямок переміщень задається тільки у приростах. При цьому в одному кадрі записується підготовча функція (G02, G03, або G42, G43, або G52, G53), прирости по осях X, Y, Z, як при лінійній інтерполяції, і адреси I, J, K умовної площини.
Центр умовної площини співпадає з центром дуги руху інструменту, як показано на рисунку 5.
Програмування швидкостей подач. Команда подачі F є модальною, тобто розповсюджується на всі подальші кадри програми. Вона задається в міліметрах на хвилину. Ця команда виконується як в одному кадрі, так і спільно з командами G1, G2, G3 (рис. 5).
Кількість розрядів у адресі F – 4.
Перший розряд: 0 – автоматичне визначення необхідності розгону або гальмування;
4 – гальмування в кінці кадру до фіксованої величини (240 мм/хв) і розгін у наступному кадрі до колишньої швидкості у разі відсутності в ньому коду подачі;
Другий розряд: десятковий множник, величина якого на 3 більша, ніж цілих чисел у величині подачі (мм/хв)
Третій і четвертий розряди: мантиса коду подачі
Приклади:
F0310 – величина подачі 0,10 х 103–3= 0,1 мм/хв (мінімальна робоча подача)
F0465 – -«- 0,65 × 104–3 = 6,5 мм/хв
F0525 – -«- 0,25 × 105–3 = 25 мм/хв
F0675 – -«- 0,75 × 106–3 = 750 мм/хв
F0712 – -«- 0,12 × 107–3 = 1200 мм/хв (максимальна робоча подача)
F0718 – -«- 0,18 × 107–3 = 1800 мм/хв
F0724 – -«- 0,24 × 107–3 = 2400 мм/хв (швидкий хід)
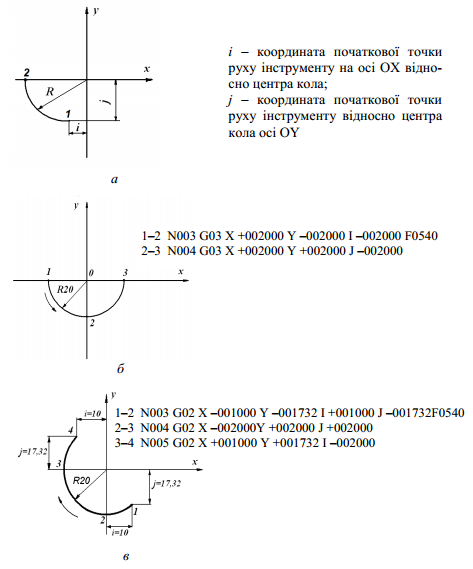
Рисунок 5 – Програмування обробки криволінійних поверхонь
У таблиці 2 приведені значення подач, що використовуються у верстаті. Максимальна подача при одночасній роботі двох координат – 1200 мм/хв, а при одночасній роботі трьох координат – 800 мм/хв.
При переміщеннях, менших за 50 мм, швидкий хід програмувати не можна.
Таблиця 2 – Характеристики подач
Частота обертання шпинделя. У верстаті моделі 6Р13Ф3 функція швидкості обертання шпинделя S не задається, оскільки встановлюється перемиканням рукоятки на коробці швидкостей.
Верстат мод. 6Р13Ф3 має такі ступені частот обертання шпинделя, хв.–1: 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000.