Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Книга: | Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК |
| Надруковано: | Гість-користувач |
| Дата: | понеділок 15 грудня 2025 06:28 AM |
Опис
1 Де-які особливості програмування для фрезерування кінцевою фрезою
2 Кодування елемнтів КП (система 2С42). Призначення адрес
3 Службові функції
4 Лінійна інтерполяція
5 Колова інтерполяція
6 Програмування в абсолютних координатах
7 Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
8 Програмування технологічних процесів для фрезерних верстатів з ЧПК
Зміст
- 1. Де-які особливості програмування для фрезерування кінцевою фрезою
- 2. Кодування елементів КП (система 2С42). Призначення адрес
- 3. Службові функції
- 4. Лінійна інтерполяція
- 5. Колова інтерполяція
- 6. Програмування в абсолютних координатах
- 7. Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
- 8. Розробка технологічної операції і КП для фрезерування контуру деталі
1. Де-які особливості програмування для фрезерування кінцевою фрезою
При программировании обработки контура заготовки концевой фрезой в программе описывается не траектория движения формообразующей кромки, а центра фрезы. Эта траектория называется эквидистантой или эквидистантным контуром, в отличии от заданного контура детали
Эквидистантный контур отстоит от заданного на расстояние радиуса фрезы. Так как эквидистантный контур рассчитывается на какой-то определенный радиус фрезы, а фактический радиус может отличаться от расчетного, то возникает необходимость ввода коррекции радиуса фрезы. Кроме того, если станок оснащен многоинструментальной револьверной головкой, то возникает необходимость в коррекции длины инструмента, так как привязку к нулю детали выполняют только для одного инструмента
В отличие от токарных станков, вертикально-фрезерные станки работают не в плоскости, а в пространстве. То есть программируется перемещение центра фрезы по трем координатам. Однако пространственное перемещение можно задавать только в случае перемещения по прямой (или при линейной интерполяции). При перемещении по дуге (круговая интерполяция) можно программировать перемещение только в плоскости. Поэтому при программировании фрезерования контура надо обязательно указывать плоскость, в которой лежат дуги окружности
2. Кодування елементів КП (система 2С42). Призначення адрес
: - номер программы и подпрограммы
N - номер кадра
G - служебная функция
X,Y,Z - абсолютные координаты точки или приращения по соответствующей оси
I,J,K - расстояние от начала дуги до ее центра
F - рабочая подача в мм/мин
S - частота вращения шпинделя, об/мин
Т- номер инструмента
М - вспомогательная функция
Q,R - дополнительные технологические функции
Н - номер корректора на длину инструмента
D - номер корректора на диаметр инструмента
P - число повторений подпрограммы
3. Службові функції
G 00 - ускоренное перемещение по координатам
G 01 - линейная интерполяция
G 02, G 03 - круговая интерполяция по и против часовой стрелки
G 04 - пауза
G 09 - торможение в конце кадра при обходе острых углов контура
G 10 - линейно-круговая интерполяция
G17 - ХУ - задание плоскости обработки дуг окружности
G 18 - XZ
G 19 -YZ
G24 - выход в нуль станка по трем координатам на ускоренном ходу
G40 - отмена коррекции на радиус инструмента
G51- коррекция на радиус инструмента, фреза в исходном положении слева от обрабатываемого контура
G52 - то же но фреза справа от контура
G43 - коррекция на длину инструмента положительная
G44 - коррекция на длину инструмента отрицательная
G49 - отмена коррекции на длину инструмента
Другие функции
G92 - задание нуля координат детали.
G 90 - абсолютная система координат (все размеры в программе задаются относительно нуля координат детали)
G 91- работа по приращениям (в программе все перемещения задаются в приращениях)
4. Лінійна інтерполяція
Перемещение инструмента по какой-либо кривой называется интерполяцией. Перемещение инструмента по прямой – это линейная интерполяция. Учитываю тот факт, что система управления сама рассчитывает эквидистантный контур по введенному контуру детали, мы в дальнейшем будем в программе описывать только движение инструмента, радиус которого равен нулю. Необходимо инструмент по прямой переместить из точки А в точку В. Схема перемещения, координаты точек и программы перемещения показаны на рисунке 1
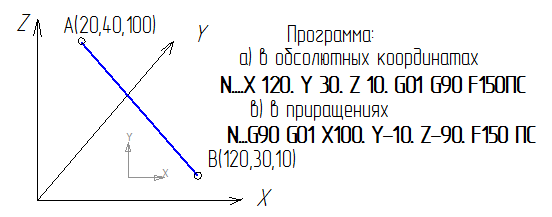
Рисунок 1 - Линейная интерполяция
Линейная интерполяция задается функцией G01. Затем по осям X,Y,Z задаются координаты конечной точки отрезка, если программирование выполняется в абсолютной системе координат (G90). При программировании в приращениях (G91) они определяются по формулам:
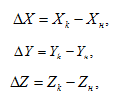
где Xк, Yк, Zк – координаты конечной точки отрезка;
Xн, Yн, Zн – координаты начальной точки отрезка
5. Колова інтерполяція
Круговая интерполяция задается функцией G02, если дуга обрабатывается по часовой стрелке, и G03 – если против часовой стрелки. Затем по адресам X,Y,Z задаются координаты конечной точки дуги, при программировании в абсолютных координатах (G90). При программировании в приращениях (G91) по этим адресам задаются расстояния от конечной до начальной точки дуги. Далее в кадре записываются расстояния от начальной точки дуги до ее центра по адресам I,J,K, так как адреса X,Y,Z уже задействованы. Пример круговой интерполяции показан на рисунке 2
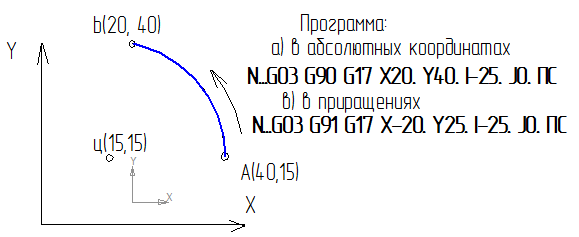
Рисунок 2 - Круговая интерполяция против часовой стрелки
Как видим, дуга обходится против часовой стрелки, поэтому G03. Дуга лежит в плоскости ХУ, поэтому G17. Расстояние от начальной точки дуги по оси Х будет: I=15-40=-25, по оси У: J=15-15=0. Подачи в кадрах нет, так как она была задана ранее в предыдущих кадрах
6. Програмування в абсолютних координатах
При безэквидистантном программировании в абсолютных координатах действуют функции G41– коррекция на радиус инструмента, фреза слева от обрабатываемого контура, и G42 – справа от контура. Отменяет эти функции команда G40. Функции G41,G42 задаются один раз в начале программы при программировании выхода фрезы из нулевой точки по направлению к обрабатываемому контуру. И при возврате в нулевую точку, после обхода контура, они отменяются командой G40
Пример детали для данного метода безэквидистантного программирования приведен на рисунке 3
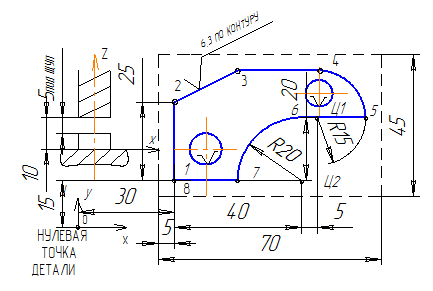
Рисунок 3
На рисунке сплошной линией обозначен контур детали, штриховой – контур заготовки. Фреза в нулевой точке расположена на 10 мм выше основания детали. Толщина обрабатываемой детали 10мм. Материал - сталь 45. Минимальный припуск по контуру 5мм. Крепление детали производится за два отверстия
Программа обработки в абсолютных координатах:
% ПС – начало программы
: 2 G92 X0. Y0. Z0. T1 ПС – привязка первого инструмента к нулю детали. Эту операцию можно производить как при настройке станка, путем задания функции G92 с клавиатуры пульта оператора после установки фрезы в нулевое положение. Так было сделано в выше приведенной программе. Или задавать это же первым кадром программы, в качестве которого можно использовать и номер программы, как это сделано у нас. В данном случае программа №2
N1 G00 G01 G90 X1000. ПС – этим кадром мы сдвинули фрезу по оси Х на 10мм, чтобы в дальнейшем можно было ее опустить на уровень детали по оси Z. G90 означает, что программирование будет вестись в абсолютных координатах
N2 M3 S250 F75 G41 D03 X3000. У1500. Z-1000. ПС – включили правое вращение шпинделя, установили 250 об/мин, рабочую подачу 75мм/мин, указали, что фреза в нулевой точке находится слева от детали (G41), указали где находится радиус фрезы (D03), и задаем координаты точки 1. Фреза одновременно перемещается по трем координатам на рабочей подаче во избежание удара о заготовку
N3 Y4000. ПС – координата точки 2. Так как координата по оси Х не меняется, то мы ее и не задаем
N4 X5500. Y3500. ПС – координаты точки 3
N5 X7500. ПС – координата точки 4
N6 G02 X7000. Y3500. I0. J-1500. ПС – описываем дугу 4-5, поэтому круговая интерполяция по часовой стрелке (G02), задаем по осям Х и У координаты конечной точки дуги и по адресам I и J, расстояния от начальной точки дуги до ее центра Ц1
N7 G01 X7500. ПС – задаем координаты точки 6 и указываем что движение будет идти по прямой
N8 G03 X5000. Y1500. I0. J -2000. ПС – обходим дугу против часовой стрелки (G03) и записываем координаты конечной точки дуги по осям Х и У. Затем по адресам I и J задаем расстояние от начальной точки дуги до ее центра Ц2
N9 G01 X3000. ПС – координата точки 8. Так как координата У не меняется, то ее и не записываем. При этом переходим на линейную интерполяцию (G01)
N10 G40 G00 X0. Y0. Z0. ПС – отменяем функцию G41 и даем команду на быстром ходу возвратиться в нулевую точку детали
N11 M02 M30 ПС
7. Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
Вертикально-фрезерний верстат мод.6Р13Ф3 призначений для оброблення кінцевими фрезами плоских і просторових деталей складного профілю і торцевими фрезами – площин на корпусних деталях. Оброблення деталі здійснюється за рахунок взаємного переміщення інструменту по осі Z і столу – по осях X і Y (рис. 4). Відлік переміщень ведеться від нульової точки, при цьому інструмент знаходиться в крайньому верхньому положенні.
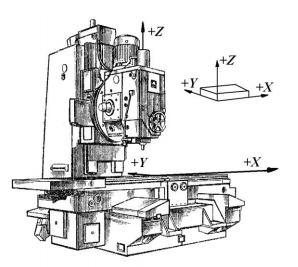
Рисунок 4 – Система координат вертикально-фрезерного верстата
Наявність трьох незалежно керованих координат дозволяє вести обробку у трьох площинах: XY, XZ, YZ. Лінійну та кругову інтерполяції можна задавати в об'ємі відразу за трьома координатами.
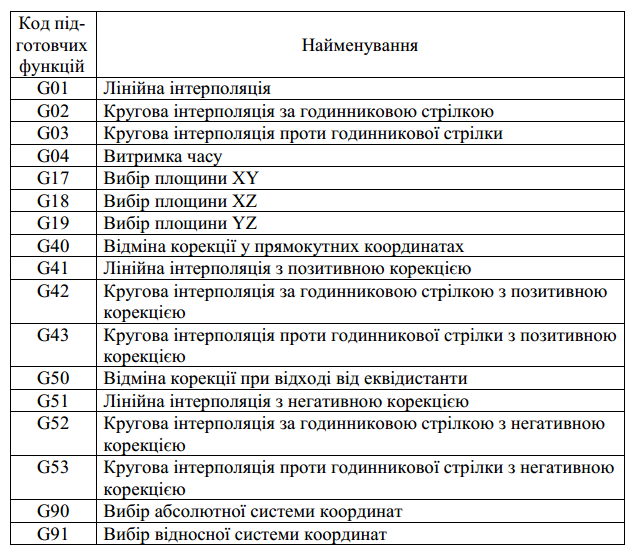
Програмування підготовчих функцій. Підготовчі функції (табл. 1) задаються словом, що містить адресу і двохзначне кодове число. Підготовчі функції визначають характер роботи. Їх можна розбити на дві групи. До першої групи відносяться підготовчі функції інтерполяції G01, G02 і G03 та їх модифікації G41, G42, G43, G51, G52, G53, а також функції відміни корекції G40, G50 і паузи G04. Відповідна функція визначає характер лінії (пряма або коло) і спосіб обліку величини корекції. Функції першої групи відміняють дію раніше заданої функції даної групи. Вони діють до приходу наступної функції із заданої групи, тобто є домінуючими (окрім функції G04, яка діє тільки у «своєму» кадрі).
До другої групи відносяться функції вибору площини обробки G17, G18, G19 і функції вибору системи координат G90, G91. Якщо програмований контур містить кругову інтерполяцію, то функція вибору площини задається у першому кадрі. Задана підготовча функція створюється до приходу іншої функції цієї групи. Якщо кругова інтерполяція здійснюється лише в одній площині обробки (XY), то підготовча функція G17 задається один раз у першому кадрі програми.
Функції лінійної інтерполяції G01, кругової інтерполяції за годинниковою стрілкою G02 і проти годинникової стрілки G03 застосовуються для програмування обробки контурів деталі з урахуванням величини і знаків корекції, заданих на пульті оператора, або зовсім без корекції.
Функції G41, G42, G43 діють аналогічно G01, G02, G03, але при цьому здійснюють завжди позитивну корекцію незалежно від знаку, набраного на пульті ЧПК. Функції G51, G52, G53 діють аналогічно, але здійснюють завжди негативну корекцію незалежно від знаку, набраного на
пульті ЧПК. Значення кодів підготовчих функцій приведені у таблиці 1.
Таблиця 1 – Підготовчі функції
При відході інструменту від оброблюваного еквідистантного контуру необхідно використовувати функцію G50.
Функцією G04 задається режим «Пауза». У цьому режимі здійснюється лінійна інтерполяція заданої в кадрі геометричної інформації (аналогічно функції G01) без видачі керуючих сигналів на приводи верстата, тобто здійснюється технологічний зупинник на заданий у програмі час. Час паузи визначається величиною геометричної інформації і заданою швидкістю подачі.
Рекомендується задавати швидкість подачі 60 мм/хв, при цьому геометрична інформація, що задається (наприклад, за адресою Х), відповідатиме часу паузи в сотих долях секунди, наприклад:

Програмування переміщень при лінійній інтерполяції. Геометрична інформація про величину і напрямок переміщень виконавських органів верстата задається тільки у приростах. Використовується права прямокутна декартова система координат, пов'язана з нерухомою заготівкою.
Дискретність ЧПК по координатах X, Y, Z складає 0,01мм. Проте система ЧПК сприймає числа з точністю до третього знаку після коми. Одна прямокутна ділянка інтерполяції задається одним кадром, який включає: підготовчу функцію G01 (або G41, G51) і параметри переміщення по координатах X, Y, Z.
Приклад: переміщення у позитивному напрямку на величину 2158 дискрет (імпульсів) повинне бути записане таким чином:
N003 X + 002158.
У даному кадрі записано переміщення на 21,58 мм.
При роботі на подачах від 0 до 800 мм/хв можливе одночасне переміщення по двох або трьом координатам.
Програмування переміщень при круговій інтерполяції. При обробці заготівки з круговою інтерполяцією повинна бути обов'язково вказана площина обробки G17, G18, G19. Як і при лінійній інтерполяції, геометрична інформація про величину і напрямок переміщень задається тільки у приростах. При цьому в одному кадрі записується підготовча функція (G02, G03, або G42, G43, або G52, G53), прирости по осях X, Y, Z, як при лінійній інтерполяції, і адреси I, J, K умовної площини.
Центр умовної площини співпадає з центром дуги руху інструменту, як показано на рисунку 5.
Програмування швидкостей подач. Команда подачі F є модальною, тобто розповсюджується на всі подальші кадри програми. Вона задається в міліметрах на хвилину. Ця команда виконується як в одному кадрі, так і спільно з командами G1, G2, G3 (рис. 5).
Кількість розрядів у адресі F – 4.
Перший розряд: 0 – автоматичне визначення необхідності розгону або гальмування;
4 – гальмування в кінці кадру до фіксованої величини (240 мм/хв) і розгін у наступному кадрі до колишньої швидкості у разі відсутності в ньому коду подачі;
Другий розряд: десятковий множник, величина якого на 3 більша, ніж цілих чисел у величині подачі (мм/хв)
Третій і четвертий розряди: мантиса коду подачі
Приклади:
F0310 – величина подачі 0,10 х 103–3= 0,1 мм/хв (мінімальна робоча подача)
F0465 – -«- 0,65 × 104–3 = 6,5 мм/хв
F0525 – -«- 0,25 × 105–3 = 25 мм/хв
F0675 – -«- 0,75 × 106–3 = 750 мм/хв
F0712 – -«- 0,12 × 107–3 = 1200 мм/хв (максимальна робоча подача)
F0718 – -«- 0,18 × 107–3 = 1800 мм/хв
F0724 – -«- 0,24 × 107–3 = 2400 мм/хв (швидкий хід)
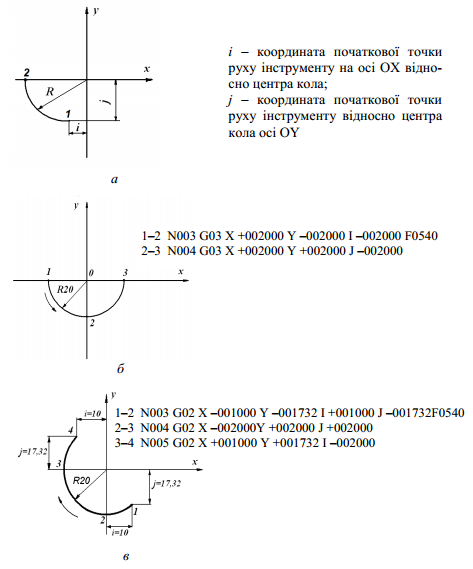
Рисунок 5 – Програмування обробки криволінійних поверхонь
У таблиці 2 приведені значення подач, що використовуються у верстаті. Максимальна подача при одночасній роботі двох координат – 1200 мм/хв, а при одночасній роботі трьох координат – 800 мм/хв.
При переміщеннях, менших за 50 мм, швидкий хід програмувати не можна.
Таблиця 2 – Характеристики подач
Частота обертання шпинделя. У верстаті моделі 6Р13Ф3 функція швидкості обертання шпинделя S не задається, оскільки встановлюється перемиканням рукоятки на коробці швидкостей.
Верстат мод. 6Р13Ф3 має такі ступені частот обертання шпинделя, хв.–1: 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000.
8. Розробка технологічної операції і КП для фрезерування контуру деталі
Розробити технологічну операцію і скласти керуючу програму для фрезерування контуру деталі (рис. 6). Матеріал деталі – сталь 45.
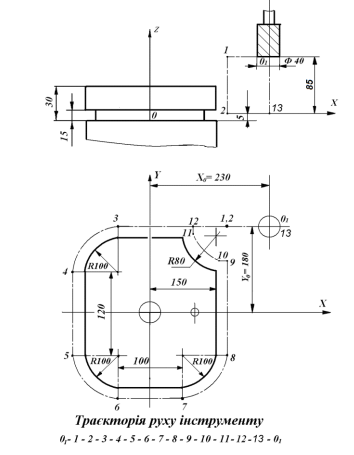
Рисунок 6 – Розрахунково-технологічна карта обробки деталі
Рішення
Для обробки зовнішнього контуру вибирається кінцева фреза діаметром 40 мм, ріжуча частина якої виготовлена з швидкорізальної сталі Р6М5. Робоча подача, що визначається з нормативів режимів різання, складає 120 мм/хв. У коді ISO ця подача кодується F0612. Швидкість різання, визначена з нормативів режимів різання, складає 35 м/хв, отже:
Найближча менша за паспортом верстата частота обертання складає 250 хв–1.
При розробленні керуючих програм для фрезерних верстатів з ЧПК оброблюваний контур деталі розділяється на ділянки. Розрахунок траєкторії починається з визначення координат опорних точок. Геометричні опорні точки – це точки, в яких здійснюється перехід від однієї геометричної фігури контуру до іншої. Розрізняють також технологічні опорні точки, в яких змінюються технологічні параметри: швидкість подачі, інструмент і т. д.
Траєкторія руху інструменту починається з початкової точки. Якщо деталь обробляється одним інструментом, то його початкова точка буде і кінцевою точкою траєкторії. Програма обробки деталі описує рух певної точки інструменту, зокрема для кінцевої фрези – її центра. Якщо прийняти,
що радіус інструменту під час обробки деталі залишається постійним, то траєкторія центра при контурній обробці є еквідистантною до контуру деталі. На рисунку 6 штрихпунктирною лінією відмічена еквідистанта, показані опорні точки контуру оброблюваної деталі з урахуванням урізування інструменту, а також траєкторія руху інструменту. Початкова точка О1 вибрана з урахуванням зручності установлення і зняття заготівки, тому фреза відведена від заготівки і піднята над столом верстата.
Координати початкового положення фрези: X = +230, Y = +180, Z = +90.
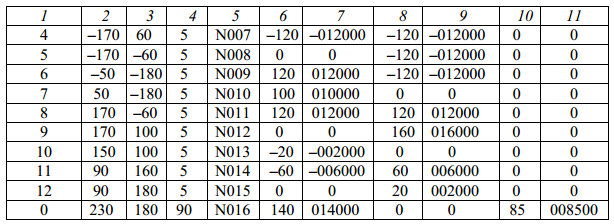
У таблиці 3 приведена розрахункова карта з вказівкою координат опорних точок і приростів координат (у міліметрах та імпульсах) для переміщення між окремими опорними точками траєкторії.
Таблиця 3 – Розрахункова карта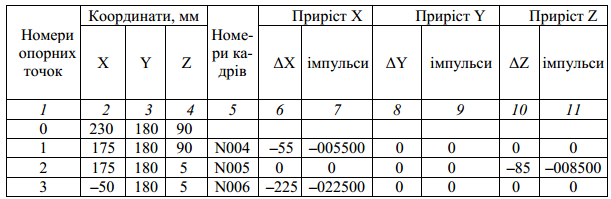
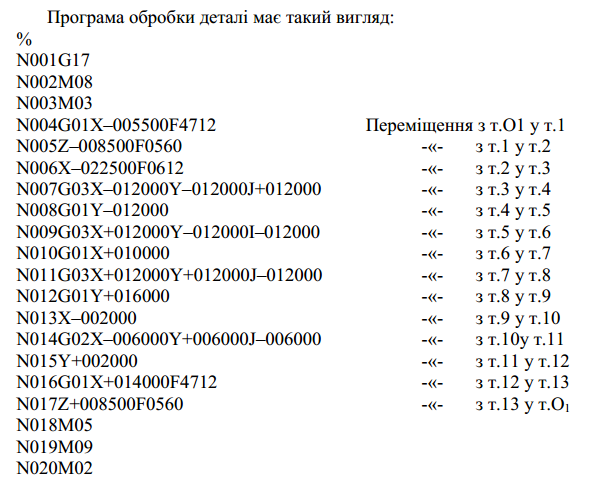
Складена програма обробки є одним з можливих варіантів програм; зокрема можливе використання підпрограми для переміщення з точки 0 у точку 01; іноді доцільне введення коректора на радіус фрези, що враховує її розміри; вибір початкової точки траєкторії можливий у точці 0. При цьому у ряді випадків переміщення робочих органів верстата мінімальні. З таблиці 3 видно, що переміщення по координаті Z виконувалися всього лише 2 рази. Деякі програмісти в картах налагодження інструменту встановлюють завдання наладчику виставити фрезу у потрібне по Z положення при налагодженні верстата, а в програмі переміщення по координаті Z не програмують. Відхід фрези від деталі можливий також по траєкторії 12–1–2–01.