Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
1 Улаштування системи ЧПК "Електроніка НЦ-31"
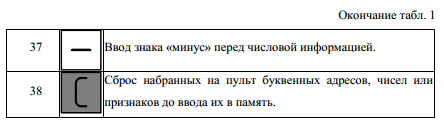
2 Кодування елементів КП (система "Електроніка НЦ-31"). Призначення символів. Підготовчі та допоміжні функції
3 Програмування швидкості головного руху і руху подачі
4 Програмування одноінструментальної обробки
5 Програмування обробки конічних поверхонь
6 Програмування зняття фасок під кутом 45°
7 Програмування обробки сферичних поверхонь
1. Улаштування системи ЧПК "Електроніка НЦ-31"
Система ЧПУ «Электроника НЦ-31» предназначена для управления универсальными токарными станками, снабженными следящими приводами и фотоэлектрическими импульсными измерительными преобразователями. Эта система построена на базе микропроцессоров, имеет постоянную память для хранения системных программ и оперативную память для хранения управляющих программ обработки деталей, параметров станка и параметров привязки инструментов. Ввод управляющих программ обработки производится с пульта оператора или с кассеты электронной памяти, а вывод отлаженных программ и их загрузка в данный станок или станок другой модели с таким же устройством ЧПУ – с помощью кассеты электронной памяти. Специальные программы, размещенные в постоянной памяти устройства ЧПУ, преобразуют введенную программу обработки в программу управления станком. Процесс перевода осуществляется автоматически. Язык описания программы обработки позволяет на основании чертежа оперативно составлять и вводить в память системы ЧПУ управляющие программы обработки детали. Редактирование программы обработки включает в себя просмотр, исключение, добавление и замену кадров. Система ЧПУ «Электроника НЦ-31» обеспечивает линейную и круговую интерполяцию геометрической информации. С помощью автоматического или ручного управления от пульта станка осуществляют: поиск кадра; начальную установку (сброс информации); ввод и размещение программ обработки в оперативной памяти, их редактирование и вывод на внешний носитель; проверку выполнения управляющих программ обработки без перемещения рабочих органов станка; ручное управление исполнительными органами и электроавтоматикой станка; работу в однопроходных и многопроходных (продольных и поперечных) автоматических циклах, в том числе многопроходное нарезание резьбы; обработку по дуге окружности; повторение части программы заданное число раз; коррекцию зазоров звеньев кинематики станка; смещение инструмента (ручное от маховичка и по управляющей программе); изменение скорости подачи в автоматическом режиме.
Техническая характеристика системы ЧПУ «Электроника НЦ-31»:
Дискретность задания геометрической информации, мм:
по оси X (на диаметр)………………………………………….0,01
по оси Z …………………………………………………...........0,01
Наибольшая величина перемещений, задаваемых
в кадре, мм ………………………………………..……………..9999,99
Диапазон рабочих подач, мм/об…………………………...0,01…40,95
Максимальная подача, мм/мин:
при резьбонарезании …….……………………………............7000
в режиме автоматической обработки ………………………..5000
ускоренное перемещение………………………………..…..10000
Габаритные размеры, мм …………………………............483×335×300
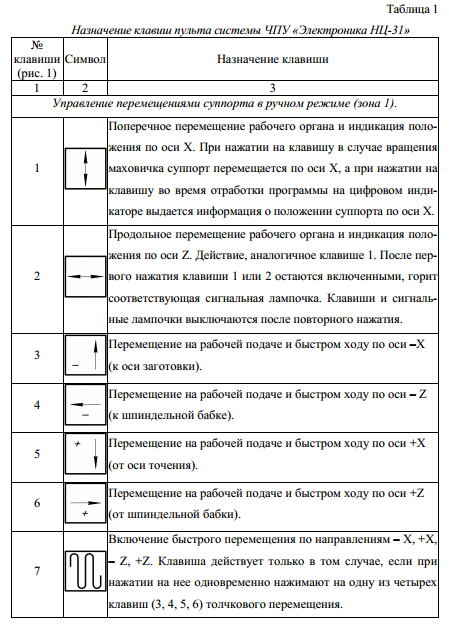
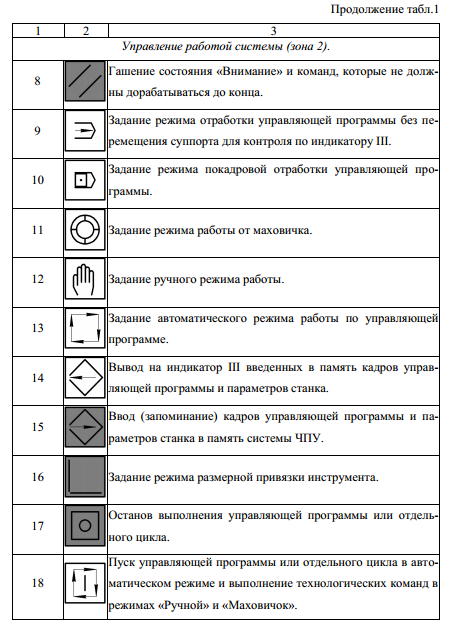
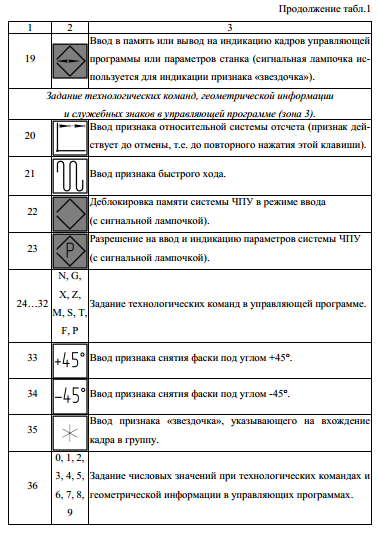
Информация задается в абсолютных и относительных размерах. Пульт управления станка с системой ЧПУ «Электроника НЦ-31» (рис. 1) имеет ряд клавиш и индикаторов, назначение которых приведены в табл. 1. Пульт управления включает в себя следующие цифровые индикаторы: I – левый, четырехразрядный, который служит для индикации заданного значения подачи в сотых долях миллиметра на оборот шпинделя (например, подача 0,2 мм/об индицируется числом 20); II – средний, трехразрядный, который служит для индикации номера кадра; III – правый, семиразрядный, буквенно-цифровой. Состоит из индикатора знака + или –, шести цифровых индикаторов и восьми светодиодов индикации буквенных адресов, расположенных сверху. Эти цифровые индикаторы и светодиоды используются для индикации отдельных кадров программы, различных команд, указания положения инструмента и индикации кодовых сигналов аварийного состояния станка.
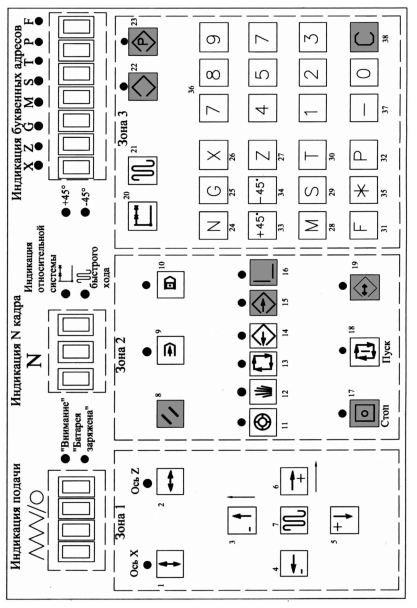
Рисунок 1 - Клавиатура пульта управления системы ЧПУ «Электроника НЦ-31»
Лампочка «Внимание» служит для фиксации ошибочных действий оператора и аварийных ситуаций, лампочка «Батарея заряжена» горит при нормальной разрядке батарей. На пульте помещены три зоны клавишей. Набор из 7 клавиш в левой части пульта (зона 1) служит для управления перемещениями суппорта в ручном режиме. Набор из 12 клавиш (зона 2) – для выбора режимов работы и управления системой ЧПУ. Набор из 28 клавиш в правой части пульта (зона 3) – для ввода буквенно-цифровой информации.
Требуемый режим задается нажатием клавиши, при этом предыдущий режим отменяется. Лампочка над клавишей сигнализирует о разрешении работы в данном режиме. Составление и ввод управляющей программы для обработки деталей производится оператором непосредственно на клавиатуре пульта станка с использованием буквенных адресов и цифровой нумерации функций. Управляющая программа записывается, начиная с кадра N0 и далее отдельными строками рукописи или на специально подготовленных бланках в табличной форме. Необходимые коррективы по результатам обработки первой детали вводят в программу (изменяют исходные данные).