Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
| Site: | Дистанційне навчання КФКСумДУ |
| Course: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Book: | Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК |
| Printed by: | Гість-користувач |
| Date: | Wednesday, 24 December 2025, 1:39 PM |
Description
1 Улаштування системи ЧПК "Електроніка НЦ-31"
2 Кодування елементів КП (система "Електроніка НЦ-31"). Призначення символів. Підготовчі та допоміжні функції
3 Програмування швидкості головного руху і руху подачі
4 Програмування одноінструментальної обробки
5 Програмування обробки конічних поверхонь
6 Програмування зняття фасок під кутом 45°
7 Програмування обробки сферичних поверхонь
Table of contents
- 1. Улаштування системи ЧПК "Електроніка НЦ-31"
- 2. Кодування елементів КП (система «Електроніка НЦ-31»). Призначення символів. Підготовчі та допоміжні функції
- 3. Програмування швидкості головного руху і руху подачі
- 4. Програмування одноінструментальної обробки
- 5. Програмування обробки конічних поверхонь
- 6. Програмування зняття фасок під кутом 45º
- 7. Програмування сферичних поверхонь
1. Улаштування системи ЧПК "Електроніка НЦ-31"
Система ЧПУ «Электроника НЦ-31» предназначена для управления универсальными токарными станками, снабженными следящими приводами и фотоэлектрическими импульсными измерительными преобразователями. Эта система построена на базе микропроцессоров, имеет постоянную память для хранения системных программ и оперативную память для хранения управляющих программ обработки деталей, параметров станка и параметров привязки инструментов. Ввод управляющих программ обработки производится с пульта оператора или с кассеты электронной памяти, а вывод отлаженных программ и их загрузка в данный станок или станок другой модели с таким же устройством ЧПУ – с помощью кассеты электронной памяти. Специальные программы, размещенные в постоянной памяти устройства ЧПУ, преобразуют введенную программу обработки в программу управления станком. Процесс перевода осуществляется автоматически. Язык описания программы обработки позволяет на основании чертежа оперативно составлять и вводить в память системы ЧПУ управляющие программы обработки детали. Редактирование программы обработки включает в себя просмотр, исключение, добавление и замену кадров. Система ЧПУ «Электроника НЦ-31» обеспечивает линейную и круговую интерполяцию геометрической информации. С помощью автоматического или ручного управления от пульта станка осуществляют: поиск кадра; начальную установку (сброс информации); ввод и размещение программ обработки в оперативной памяти, их редактирование и вывод на внешний носитель; проверку выполнения управляющих программ обработки без перемещения рабочих органов станка; ручное управление исполнительными органами и электроавтоматикой станка; работу в однопроходных и многопроходных (продольных и поперечных) автоматических циклах, в том числе многопроходное нарезание резьбы; обработку по дуге окружности; повторение части программы заданное число раз; коррекцию зазоров звеньев кинематики станка; смещение инструмента (ручное от маховичка и по управляющей программе); изменение скорости подачи в автоматическом режиме.
Техническая характеристика системы ЧПУ «Электроника НЦ-31»:
Дискретность задания геометрической информации, мм:
по оси X (на диаметр)………………………………………….0,01
по оси Z …………………………………………………...........0,01
Наибольшая величина перемещений, задаваемых
в кадре, мм ………………………………………..……………..9999,99
Диапазон рабочих подач, мм/об…………………………...0,01…40,95
Максимальная подача, мм/мин:
при резьбонарезании …….……………………………............7000
в режиме автоматической обработки ………………………..5000
ускоренное перемещение………………………………..…..10000
Габаритные размеры, мм …………………………............483×335×300
Информация задается в абсолютных и относительных размерах. Пульт управления станка с системой ЧПУ «Электроника НЦ-31» (рис. 1) имеет ряд клавиш и индикаторов, назначение которых приведены в табл. 1. Пульт управления включает в себя следующие цифровые индикаторы: I – левый, четырехразрядный, который служит для индикации заданного значения подачи в сотых долях миллиметра на оборот шпинделя (например, подача 0,2 мм/об индицируется числом 20); II – средний, трехразрядный, который служит для индикации номера кадра; III – правый, семиразрядный, буквенно-цифровой. Состоит из индикатора знака + или –, шести цифровых индикаторов и восьми светодиодов индикации буквенных адресов, расположенных сверху. Эти цифровые индикаторы и светодиоды используются для индикации отдельных кадров программы, различных команд, указания положения инструмента и индикации кодовых сигналов аварийного состояния станка.
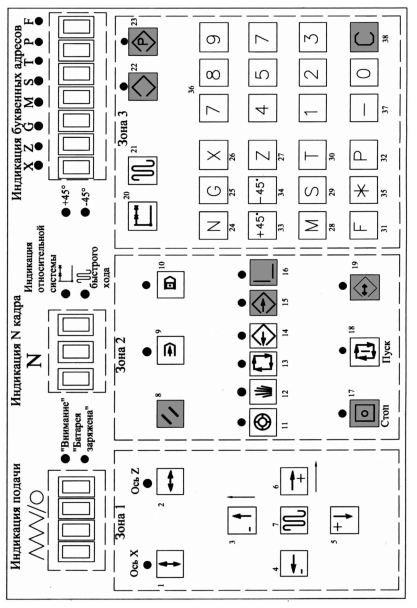
Рисунок 1 - Клавиатура пульта управления системы ЧПУ «Электроника НЦ-31»
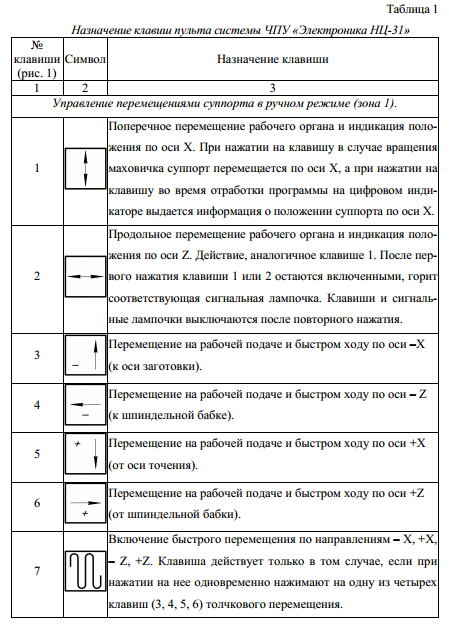
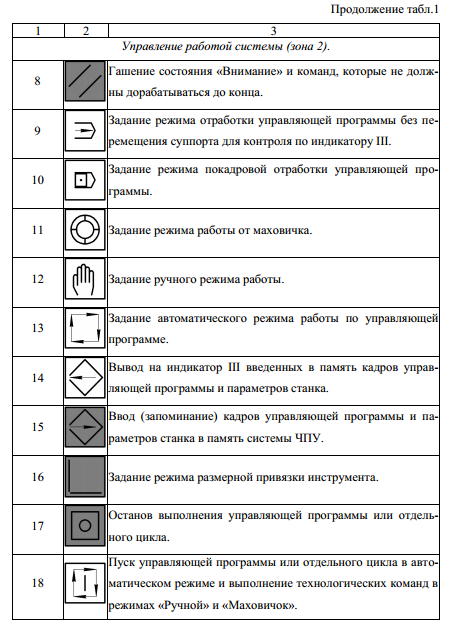
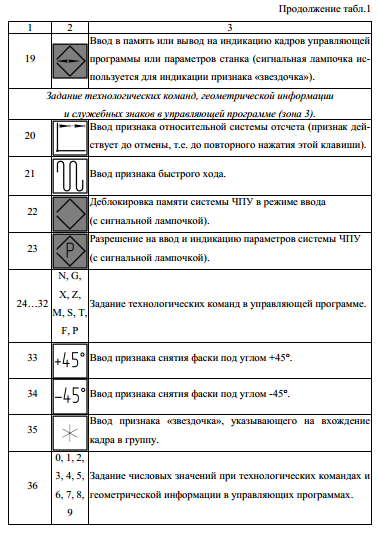
Лампочка «Внимание» служит для фиксации ошибочных действий оператора и аварийных ситуаций, лампочка «Батарея заряжена» горит при нормальной разрядке батарей. На пульте помещены три зоны клавишей. Набор из 7 клавиш в левой части пульта (зона 1) служит для управления перемещениями суппорта в ручном режиме. Набор из 12 клавиш (зона 2) – для выбора режимов работы и управления системой ЧПУ. Набор из 28 клавиш в правой части пульта (зона 3) – для ввода буквенно-цифровой информации.
Требуемый режим задается нажатием клавиши, при этом предыдущий режим отменяется. Лампочка над клавишей сигнализирует о разрешении работы в данном режиме. Составление и ввод управляющей программы для обработки деталей производится оператором непосредственно на клавиатуре пульта станка с использованием буквенных адресов и цифровой нумерации функций. Управляющая программа записывается, начиная с кадра N0 и далее отдельными строками рукописи или на специально подготовленных бланках в табличной форме. Необходимые коррективы по результатам обработки первой детали вводят в программу (изменяют исходные данные).
2. Кодування елементів КП (система «Електроніка НЦ-31»). Призначення символів. Підготовчі та допоміжні функції
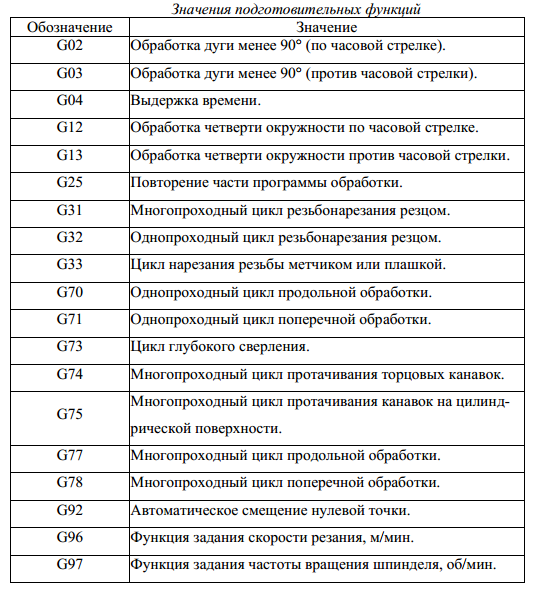
Механизмы станка ЧПУ функционируют под действием команд управляющей программы, задаваемых специальным кодом, т.е. совокупностью буквенных и цифровых символов, посредством которых информация может быть представлена в форме, удобной для передачи. Система кодирования обеспечивает наглядность, возможность легкого чтения кода и обнаружения ошибок по расположению отдельных его элементов. Управляющая программа записывается в виде последовательности кадров, представляющих собой законченные по смыслу фразы на языке кодирования технологической, геометрической и вспомогательной информации
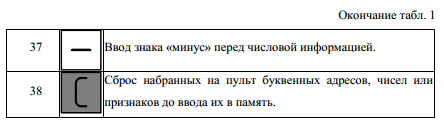
Составной частью кадра, содержащей данные о параметре процесса обработки и другие данные по выполнению управления, является слово, а главной его частью – адрес, определяющий назначение следующих за ним данных. Составными частями слова являются символы. Первый символ слова – буква латинского алфавита, обозначает адрес. Последующими числовыми символами записывается числовая информация. Значения символов адресов приведены в табл. 1
Таблица 1
Перед каждым кадром указывается его номер, который задается адресом N, например, N3, N65, N215. Рекомендуется применять упорядоченную последовательность возрастания номеров кадров, но при необходимости корректировки в программу могут вводиться кадры под любым номером до N999
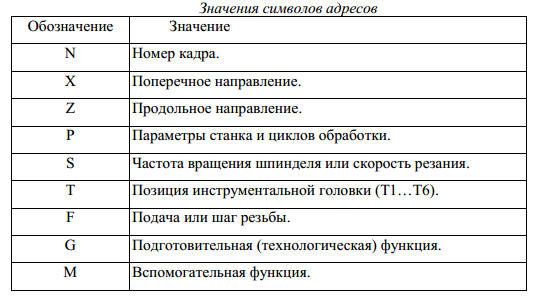
Подготовительная функция, которая определяет режим работы ЧПУ, задается адресом G и двузначным числом (00…99). Значения подготовительных функций для системы ЧПУ «Электроника НЦ-31» приведены в табл. 2
Таблица 2
В каждом кадре, относящемся к функции G (кроме последнего), ставят «звездочку», которую вводят в память системы ЧПУ клавишей на пульте управления. По адресу М («Вспомогательная функция») задают команды исполнительным органам станков с ЧПУ. Значения вспомогательных функций приведены в табл. 3
Таблица 3
3. Програмування швидкості головного руху і руху подачі
Привод станка обеспечивает бесступенчатое регулирование частот вращения шпинделя в пределах каждого диапазона. Диапазон задается следующими вспомогательными функциями:
M38 первый диапазон (частота вращения шпинделя – 22,4 – 355 об/мин)
М39 второй диапазон (частота вращения шпинделя – 63 – 900 об/мин)
М40 третий диапазон (частота вращения шпинделя – 160 – 2240 об/мин)
Частота вращения шпинделя задается с помощью функции G97, функции S и числового значения числа оборотов шпинделя в минуту. Например, если необходимо задать частоту вращения шпинделя, равную 680 об/мин, то фрагмент управляющей программы имеет следующий вид:
N0 М39 Второй диапазон частоты вращения шпинделя
N1 МЗ Левое вращение шпинделя
N2 G97 Режим задания частоты вращения шпинделя в оборотах в минуту
N3 S680… Число оборотов шпинделя 680 об/мин
На станке режим G97 устанавливается автоматически, поэтому при составлении управляющей программы его можно не указывать. Скорость шпинделя можно также задавать с помощью функции G96, которая обеспечивает работу с постоянной скоростью резания в метрах в минуту. В этом случае после функции G96 в управляющей программе записывают кадры с помощью функций S и Р:
S – величина постоянной скорости резания в м/мин;
P1 – ограничение максимальной частоты вращения шпинделя (nмакс);
Р2 – ограничение минимальной частоты вращения шпинделя (nмин)
Значения S, P1 и P2 сохраняются в памяти до повторного программирования функции G96 с новыми значениями S, P1 и Р2
Если после задания скоростного режима в метрах в минуту по функции G96 необходимо перейти к заданию частоты вращения в оборотах в минуту, то перед функцией S записывают функцию G97
Если необходимо проточить торец диска при переходе с диаметра 20мм на диаметр 200мм (см. рис. 1) со скоростью резания V = 110м/мин резцом с пластиной из твердого сплава марки Т15К6, то для этого определяют: nмакc = 1000V/πDмин = 1000×110/π×20 = 1750об/мин; nмин = 1000V/πDмакс = 1000×110/π×200 = 175об/мин
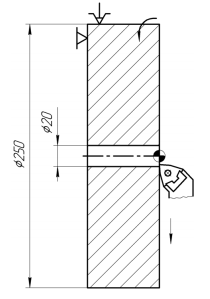
Рисунок 1 - Схема обработки диска по торцу с постоянной скоростью резания
Фрагмент управляющей программы в этом случае имеет вид:
N0 M40 Третий диапазон частоты вращения шпинделя
N1 МЗ Левое вращение шпинделя
N2 G96 Режим работы с постоянной скоростью резания в м/мин
N3 S110 Величина постоянной скорости резания в м/мин
N4 Р1750 Ограничение максимальной частоты вращения шпинделя
N5 Р175... Ограничение минимальной частоты вращения шпинделя
По мере перемещения резца от Dмин до Dмакс частота вращения шпинделя плавно изменяется от nмакc до nмин, чем обеспечивается постоянство скорости резания. Если подрезание торца происходит до центра детали (Dмин = 0), то nмакc принимается как nмакc данного диапазона. Например, если Dмакс = 300мм, Dмин = 0мм; V = 80м/мин, то nмин = 1000×80/π×300 = 85об/мин. Принимают второй диапазон частоты вращения шпинделя. В этом диапазоне nмакc = 900об/мин
Запись фрагмента управляющей программы имеет следующий вид:
N0 М39 Второй диапазон частоты вращения шпинделя
N1 M3 Левое вращение шпинделя
N2 G96 Режим работы с постоянной скоростью резания в м/мин
N3 S80 Величина постоянной скорости резания V = 80 м/мин
N4 Р900 Ограничение максимальной частоты вращения шпинделя nмакc = 900 об/мин
N5 Р85… Ограничение минимальной частоты вращения шпинделя nмин = 85 об/мин
Величину подачи устанавливают функцией F. Число после функции равно величине подачи в миллиметрах на оборот, умноженной на 100 (дискретность 0,01). Например, подачу S = 0,3 мм/об задают функцией F30, а подачу S = 1,5 мм/об – функцией F150
В случаях линейной интерполяции одновременно по двум осям и круговой интерполяции, например, при использовании постоянных циклов или обработке радиусных участков профиля детали, дискретность составляет 0,0001. Это означает, что при использовании подачи в циклах после функции F записывают число, равное величине подачи, умноженной на 10000. Например, подачу S = 0,25 мм/об в этом случае задают функцией F2500
4. Програмування одноінструментальної обробки
Инструментальная револьверная головка станка модели 16К20Т1.02 может занимать шесть позиций (номера позиций выбиты на торце головки). Поворот головки для установки необходимого инструмента в рабочую позицию осуществляется по команде функции Т с однозначным числом. Например, Т1, Т3, Т6
Линейные перемещения программируют, как правило, в абсолютной системе, т.е. указывают координаты конечной точки участка траектории относительно нулевой точки детали с учетом дискретности 0,01. Например, обработка шейки пальца (см. рис. 1) диаметром 40 мм обеспечивается перемещением резца по 32 оси Z из точки 1 в точку 2 с координатами X = 40 мм (на диаметр), Z = - 50 мм
В управляющей программе это перемещение записывается кадром: N7 Z-5000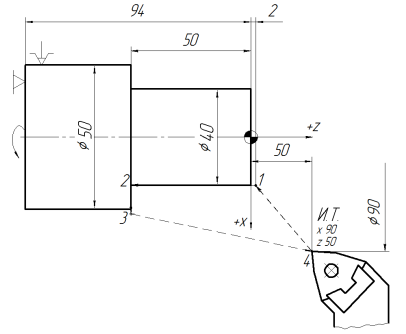
Рисунок 1 - Схема обработки детали палец
Знак направления движения + не указывается, так как воспринимается по умолчанию. Перемещение будет осуществляться только при условии, что в одном из предыдущих кадров задана подача F (N4 F25)
Перемещение на ускоренной подаче задают символом ˜, который обычно располагают в конце кадра
Одновременное движение по двум координатам задают двумя кадрами. В конце первого кадра ставят «звездочку» (*)
При быстром подходе к точке рекомендуется вначале задавать координаты Z, а затем – X. При отходе – наоборот
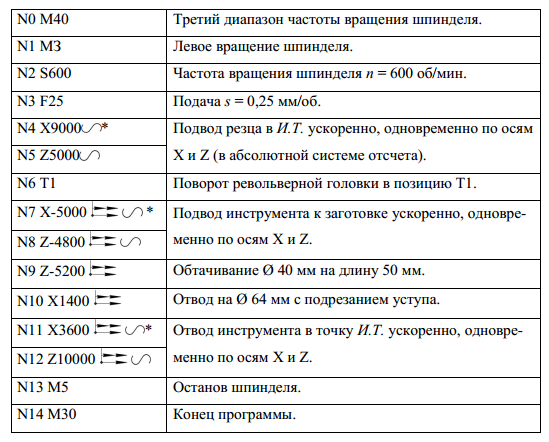
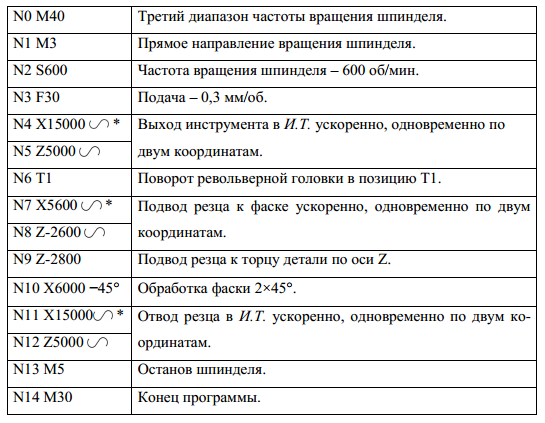
Запись управляющей программы в абсолютной системе отсчета для однопроходного обтачивания детали палец при подаче – 0,25 мм/об, числе оборотов шпинделя – 600 об/мин и координатах исходной точки (И.Т.) X = 90 мм, Z = 50 мм имеет следующий вид: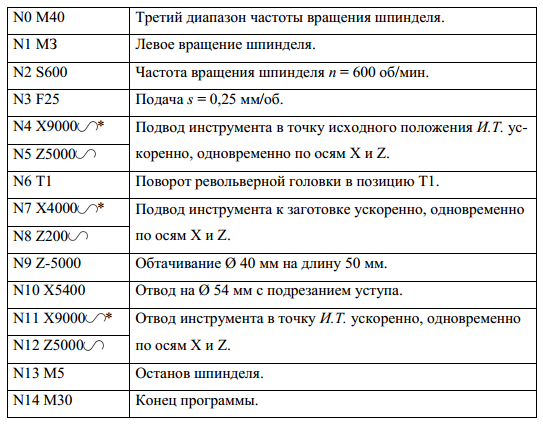
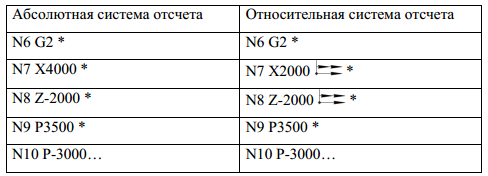
Для программирования обработки деталей с последовательной простановкой размеров более рационально использовать относительную систему отсчета, при которой указываются не координаты конечных точек перемещения, а расстояние между точками начала и конца каждого участка движения. Сразу после номера кадра или после геометрической информации (т.е. данных об отрезке траектории) при программировании в относительной системе отсчета указывается символ ![]() . Запись управляющей программы в относительной системе отсчета для обработки пальца проходным упорным резцом, установленным в позиции револьверной головки Т1, имеет следующий вид:
. Запись управляющей программы в относительной системе отсчета для обработки пальца проходным упорным резцом, установленным в позиции револьверной головки Т1, имеет следующий вид:
5. Програмування обробки конічних поверхонь
Обработка конических поверхностей осуществляется одновременным перемещением резца по осям X и Z. Для этого задают координаты конечной точки образующей конической поверхности, т.е. диаметр по оси X и длину по оси Z, причем первый кадр этого перемещения записывают со звездочкой (*). Резец предварительно подводят по управляющей программе к точке начала обработки конуса (см. рис.1)
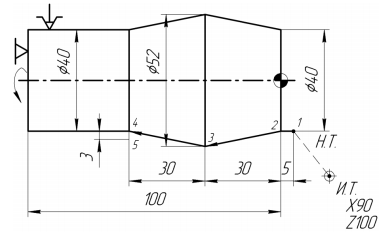
Рисунок 1 - Схема обработки конических поверхностей
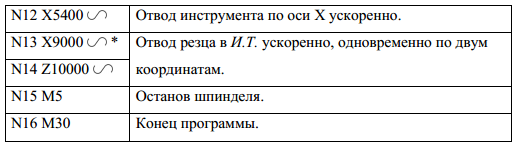
Запись управляющей программы в абсолютной системе отсчета для обработки конических поверхностей при s = 0,25 мм/об, n = 600 об/мин имеет вид: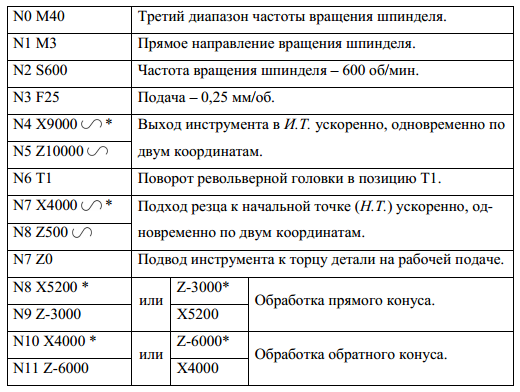
При задании управляющей программы обработки конусов в относительной системе отсчета кадры с N8 по N11 имеют следующий вид:
N8 X1200 ![]() *
*
N9 Z−3000![]()
N10 X−1200![]() *
*
N11 Z−3000![]()
6. Програмування зняття фасок під кутом 45º
Для программирования снятия фаски под углом 45° вначале задают подвод резца по управляющей программе к начальной точке фаски, а затем – координату Х или Z конечной точки фаски и записывают символы со знаком +45° или со знаком –45°. Знак определяется по той координате, адрес которой отсутствует в кадре. Запись управляющей программы для снятия фаски под углом 45° при работе с подачей по координате X от оси детали (см. рис.1) резцом 1 имеет следующий вид:
В относительной системе запись кадра N10 выглядит следующим образом: N10 X400![]() −45° или N10 Z−200
−45° или N10 Z−200![]() +45°
+45°
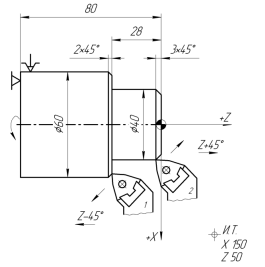
Рисунок 1 - Пример программирования снятия фасок
При обработке фаски резцом 2 с подачей по координате X к оси детали фрагмент управляющей программы имеет следующий вид:
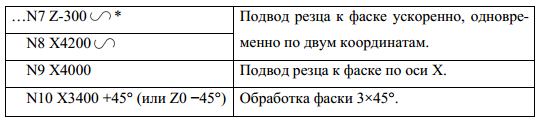
В относительной системе отсчета отличие будет в кадре N10: ...N10 Х-600![]() +45° или N10 Z300
+45° или N10 Z300![]() −45°
−45°
Фаски под углом, не равным 45°, программируют как обработку конических поверхностей
7. Програмування сферичних поверхонь
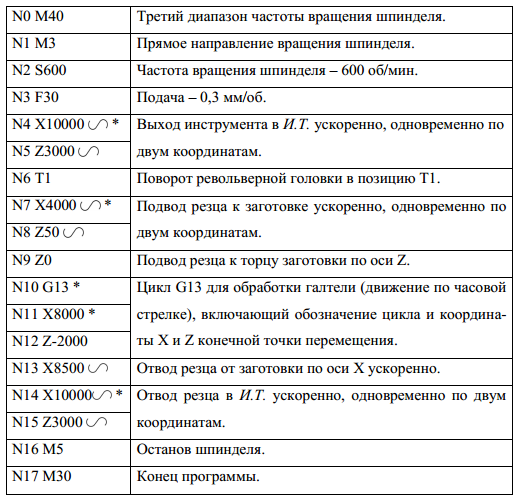
В управляющей программе для обработки сферических поверхностей указывают перемещение резца по дуге, представляющей собой не более четверти окружности. Направление движения резца задается функцией G
Если дуга охватывает полную четверть окружности (угол 90°), то движение по часовой стрелке (скругление) задается функцией G12, движение против часовой стрелки (галтель) – функцией G13. Аналогично для дуги, охватывающей угол меньше 90°, движение по часовой стрелке задается функцией G2, а против часовой стрелки – функцией G3
Для обработки полной четверти окружности резец подводят по программе к начальной точке дуги. Затем задают функцию G12 (G13) и координаты конечной точки дуги по осям X и Z (либо приращения по осям X и Z в относительной системе отсчета). Во всех кадрах циклов G2, G3, G12 и G13 кроме последнего ставят «звездочку», которая объединяет их в цикл
Например, управляющая программа для обработки скругления на детали со сферической поверхностью R20 в четверть окружности (см. рис. 1, а) в абсолютной системе отсчета имеет следующий вид: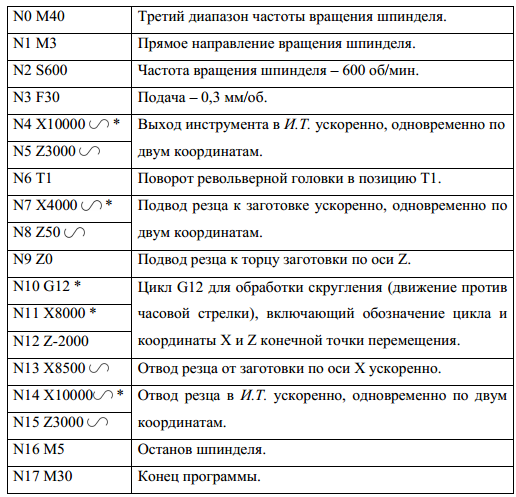
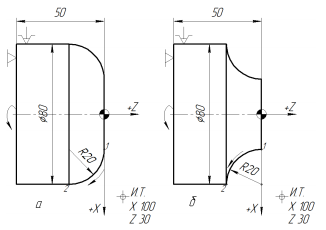
Рисунок 1 - Примеры программирования обработки по дуге
окружности в пределах 90° скругления (а) и галтели (б)
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N10 G12 *
N11 X4000 ![]() *
*
N12 Z-2000![]()
В случае обработки вогнутой сферы (галтели) (рис.1, б) управляющая программа имеет вид:
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N10 G13 *
N11 X4000 ![]() *
*
N12 Z-2000![]()
Обработку по дуге, лежащей в пределах угла меньше 90°, задают циклами G2 или G3 и четырьмя кадрами, включающими: координаты X и Z конечной точки дуги; параметр Р1, определяющий проекцию на ось X радиуса, проведенного из центра дуги О до точки начала дуги (задается на сторону); параметр Р2 – то же на ось Z. Знаки параметров Р1 и Р2 определяются направлением движения по координатным осям Х и Z соответственно (см. рис.2)
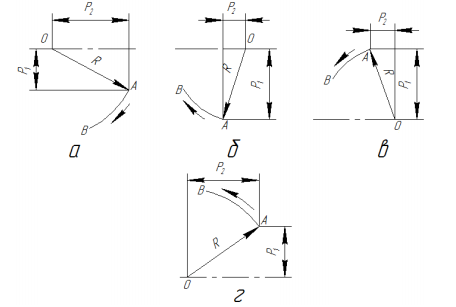
Рисунок 2 - Способы задания дуг, охватывающих менее четверти окружности:
а, б – движение по часовой стрелке (цикл G2); в, г – против нее (цикл G3)
При составлении управляющей программы для обработки сферической поверхности радиусом R = 46,1 мм (см. рис.3) при движении резца по дуге 1–2 по часовой стрелке определяют параметры Р1 и Р2, которые равны координатам
начальной точки дуги относительно ее центра. По оси X параметр Р1 составляет 35 мм, по оси Z параметр Р2 – 30 мм
Знак параметра Р1 положительный, так как при движении по дуге 1–2 координата Х увеличивается. Знак параметра Р2 отрицательный, так как при движении по дуге 1–2 координата Z уменьшается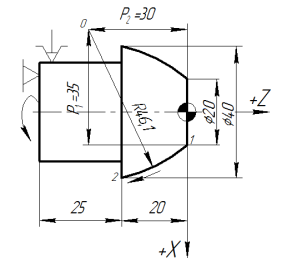
Рисунок 3 - Пример программирования обработки сферической
поверхности в пределах угла меньше 90°
Фрагмент управляющей программы, относящийся к движению резца по дуге 1-2, в абсолютной и относительной системе отсчета имеет следующий вид: