Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК
1 Де-які особливості програмування для фрезерування кінцевою фрезою
2 Кодування елемнтів КП (система 2С42). Призначення адрес
3 Службові функції
4 Лінійна інтерполяція
5 Колова інтерполяція
6 Програмування в абсолютних координатах
7 Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
8 Програмування технологічних процесів для фрезерних верстатів з ЧПК
5. Колова інтерполяція
Круговая интерполяция задается функцией G02, если дуга обрабатывается по часовой стрелке, и G03 – если против часовой стрелки. Затем по адресам X,Y,Z задаются координаты конечной точки дуги, при программировании в абсолютных координатах (G90). При программировании в приращениях (G91) по этим адресам задаются расстояния от конечной до начальной точки дуги. Далее в кадре записываются расстояния от начальной точки дуги до ее центра по адресам I,J,K, так как адреса X,Y,Z уже задействованы. Пример круговой интерполяции показан на рисунке 2
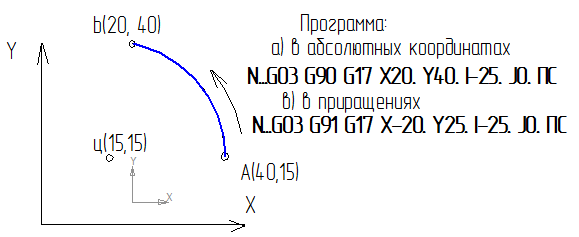
Рисунок 2 - Круговая интерполяция против часовой стрелки
Как видим, дуга обходится против часовой стрелки, поэтому G03. Дуга лежит в плоскости ХУ, поэтому G17. Расстояние от начальной точки дуги по оси Х будет: I=15-40=-25, по оси У: J=15-15=0. Подачи в кадрах нет, так как она была задана ранее в предыдущих кадрах