Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК
1 Де-які особливості програмування для фрезерування кінцевою фрезою
2 Кодування елемнтів КП (система 2С42). Призначення адрес
3 Службові функції
4 Лінійна інтерполяція
5 Колова інтерполяція
6 Програмування в абсолютних координатах
7 Програмування та налагодження вертикально-фрезерного верстата з ЧПК (на прикладі верстата мод. 6Р13Ф3)
8 Програмування технологічних процесів для фрезерних верстатів з ЧПК
4. Лінійна інтерполяція
Перемещение инструмента по какой-либо кривой называется интерполяцией. Перемещение инструмента по прямой – это линейная интерполяция. Учитываю тот факт, что система управления сама рассчитывает эквидистантный контур по введенному контуру детали, мы в дальнейшем будем в программе описывать только движение инструмента, радиус которого равен нулю. Необходимо инструмент по прямой переместить из точки А в точку В. Схема перемещения, координаты точек и программы перемещения показаны на рисунке 1
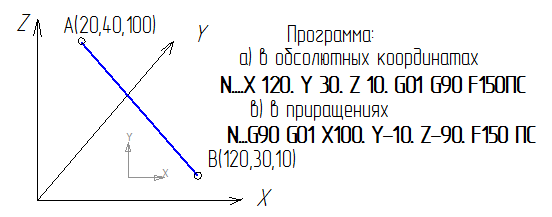
Рисунок 1 - Линейная интерполяция
Линейная интерполяция задается функцией G01. Затем по осям X,Y,Z задаются координаты конечной точки отрезка, если программирование выполняется в абсолютной системе координат (G90). При программировании в приращениях (G91) они определяются по формулам:
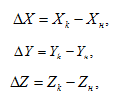
где Xк, Yк, Zк – координаты конечной точки отрезка;
Xн, Yн, Zн – координаты начальной точки отрезка