Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
1 Однопрохідний цикл повздовжньої обробки G70
2 Однопрохідний цикл поперечної обробки G71
3 Багатопрохідний цикл повздовжньої обробки G77
4 Багатопрохідний цикл поперечної обробки G78
5 Багатопрохідний цикл протачування торцевих канавок G74
6 Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
7 Багатопрохідний цикл глибокого свердлування G73
8 Цикли нарізування різьби G31, G32, G33
9 Повторення частини програми G25
10 Безумовний перехід Р
10. Безумовний перехід Р
Для изменения порядка выполнения кадров управляющей программы применяется команда так называемого безусловного перехода, обозначаемого символом Р. С помощью этого символа можно вводить в управляющую программу дополнительные кадры
Например, если алмазный выглаживатель, поджимаемый пружиной, должен совершать цикл подач «влево – вправо» (см. рис.20), то чтобы не задавать в управляющей программе весь цикл, включающий многократное движение выглаживателя, записывают лишь два хода, а затем под адресом Р проставляют номера этих кадров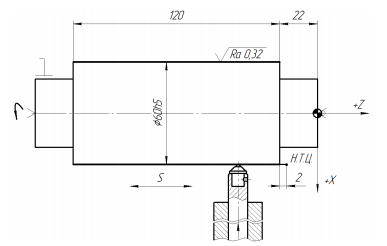
Рисунок 20 - Пример автоматического цикла с применением
символа безусловного перехода P («зацикливание»)
Фрагмент управляющей программы для «зацикливания» проходов алмазного выглаживания цилиндрической поверхности диаметром – 60h5 имеет вид: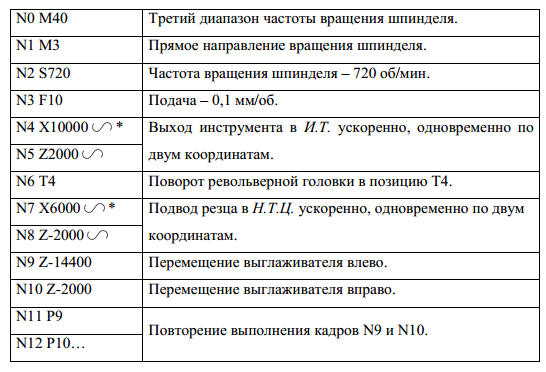
Теперь цикл «влево – вправо» будет выполняться многократно до нажима на клавишу «Стоп». Такой прием называется «зацикливанием» управляющей программы