Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
1 Однопрохідний цикл повздовжньої обробки G70
2 Однопрохідний цикл поперечної обробки G71
3 Багатопрохідний цикл повздовжньої обробки G77
4 Багатопрохідний цикл поперечної обробки G78
5 Багатопрохідний цикл протачування торцевих канавок G74
6 Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
7 Багатопрохідний цикл глибокого свердлування G73
8 Цикли нарізування різьби G31, G32, G33
9 Повторення частини програми G25
10 Безумовний перехід Р
8. Цикли нарізування різьби G31, G32, G33
Многопроходное нарезание резьбы резцом программируется с помощью цикла G31
Цикл имеет следующую структуру:
G31*, X*, Z*, F*, P1*, P2,
где G31 – номер цикла резьбонарезания; X – номинальный диаметр резьбы; Z – длина резьбы или координата конечной точки резьбы; F – шаг резьбы, записывается с учетом дискретности 0,0001; Р1 – полная глубина резьбы на сторону с учетом дискретности 0,01 (определяется по справочнику или приближенно по формуле Р1 = 0,65·F, где F – шаг резьбы); Р2 – глубина прохода на сторону (задается технологом или оператором) (рис.17)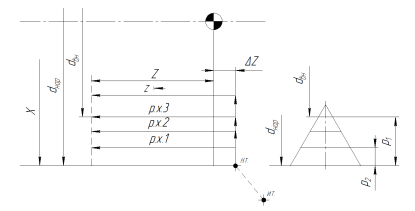
Рисунок 17 - Схема структуры автоматического цикла нарезания резьбы G31
Цикл нарезания многопроходный, все рабочие ходы, за исключением четырех последних, выполняют с глубиной, заданной в последнем кадре резьбонарезания (Р2). В каждом из четырех последних рабочих ходов глубина резания автоматически делится на два. После нарезания резьбы резец возвращается в начальную точку цикла, откуда его можно отвести по программе в исходную точку
При нарезании резьб с шагом до 2 мм резец при каждом проходе подают на глубину перпендикулярно к оси детали. Для этого перед началом обработки детали в оперативное запоминающее устройство (ОЗУ) вводят постоянный параметр N6 P0, для чего нажимают клавиши N, 6, Р, 0
Если шаг резьбы более 2,5 мм, то рекомендуется выполнять врезание резца под углом ε/2 = 30°, чтобы в работе участвовала одна режущая кромка. В этом случае постоянный параметр Р вычисляется по формуле Р = 4086 tg 30° = 2365. Ввод выполняют последовательным нажатием клавиш N, 6, P, 2, 3, 6, 5
Модульную резьбу (профиль трапецеидальный с углом 40°, шаг – кратный числу π), с модулем более 0,5 мм нарезают с врезанием под углом 20°. Постоянный параметр Р = 4096 tg 20° =1491 вводят нажатием клавиш N, 6, Р, 1, 4, 9, 1
Величину пути подхода резца (воздушного зазора для разгона привода) по оси Z принимают не менее двух шагов нарезаемой резьбы
Рассмотрим применение цикла G31 для нарезания резьбы М36×1,5 резцом на резьбовом валике (рис.18)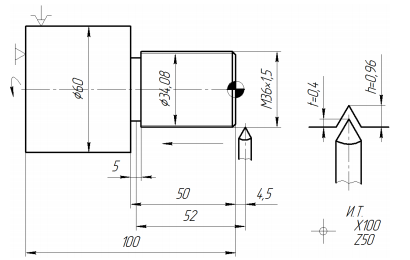
Рисунок 18 - Схема нарезания резьбы М36×1,5 на резьбовом валике
Управляющая программа для нарезания резьбы М36×1,5 имеет вид: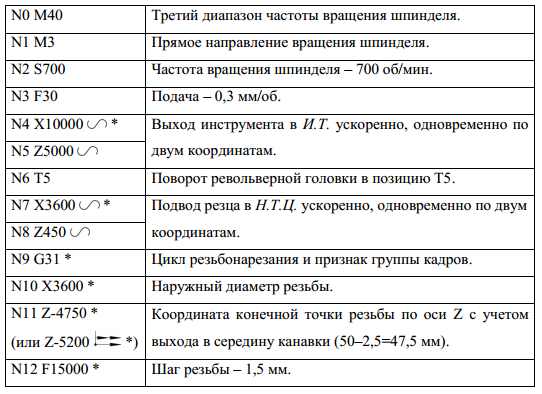
В многопроходном цикле G31 можно задавать нарезание конической резьбы. Для этого в цикл вводят третий параметр Р, который определяет разность между большим и меньшим диаметрами резьбы
Если по каким-либо причинам целесообразно нарезать резьбу с единичным рабочим ходом, то применяют цикл G32. Технолог или наладчик в этом случае сам назначает глубину резания для каждого рабочего хода, число рабочих ходов, а также отвод (по оси X), отход (по оси Z) после каждого рабочего хода и подвод на глубину следующего прохода по оси X. Для последнего рабочего хода задается глубина резания в пределах 0,1 – 0,3 мм
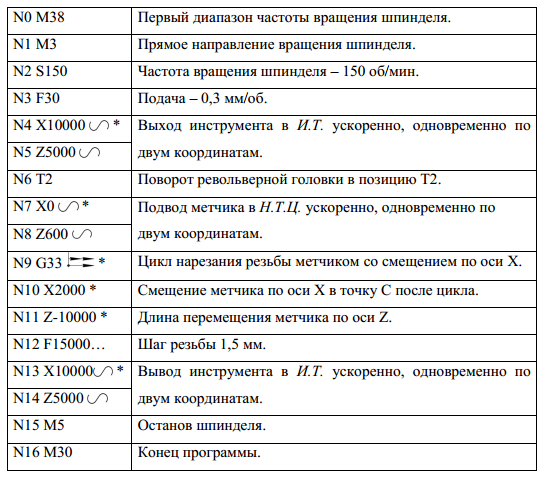
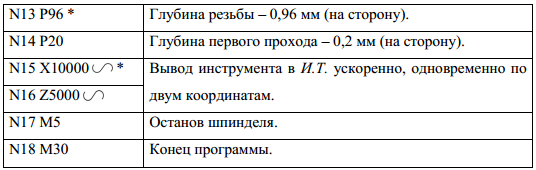
Нарезание резьбы метчиком или плашкой программируется с помощью функции G33. Инструмент должен закрепляться в самовыдвижной подпружиненной оправке. Цикл обеспечивает быстрый подвод метчика к заготовке, подачу с заданным шагом, реверс шпинделя, вывод метчика, отвод в точку А и смещение в точку С (рис.19)
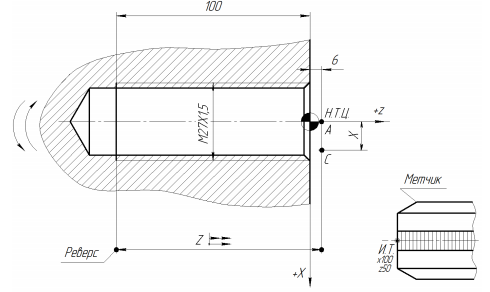
Рисунок 19 - Схема нарезания резьбы метчиком по циклу G33
Структура цикла имеет следующий вид:
G33![]() *, Z*, X*, F,
*, Z*, X*, F,
где Z – координата конечной точки резьбы по оси Z; X – координата смещения инструмента по оси X в точку С после выполнения цикла; F – шаг резьбы (дискретность 0,0001). Символом![]() задают смещение на координату X
задают смещение на координату X
Управляющая программа для нарезания метчиком резьбы M20×1,5 на глубину 100 мм (рис.19) имеет следующий вид: