Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
1 Однопрохідний цикл повздовжньої обробки G70
2 Однопрохідний цикл поперечної обробки G71
3 Багатопрохідний цикл повздовжньої обробки G77
4 Багатопрохідний цикл поперечної обробки G78
5 Багатопрохідний цикл протачування торцевих канавок G74
6 Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
7 Багатопрохідний цикл глибокого свердлування G73
8 Цикли нарізування різьби G31, G32, G33
9 Повторення частини програми G25
10 Безумовний перехід Р
5. Багатопрохідний цикл протачування торцевих канавок G74
Структура цикла:
G74*, X* (X ![]() )*, Z* (Z
)*, Z* (Z ![]() )*, F*, Р,
)*, F*, Р,
где X – координата по оси X конечной точки последней канавки (или последнего рабочего хода протачивания широкой канавки); Z– координата по оси Z дна канавки; F – подача в цикле; Р – шаг между канавками (дискретность 0,01). После окончания цикла резец возвращается в точку начала цикла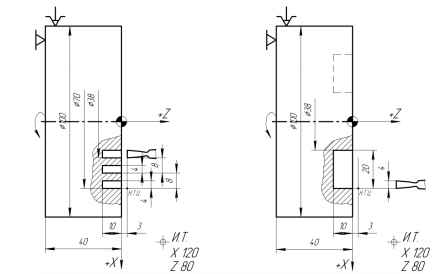
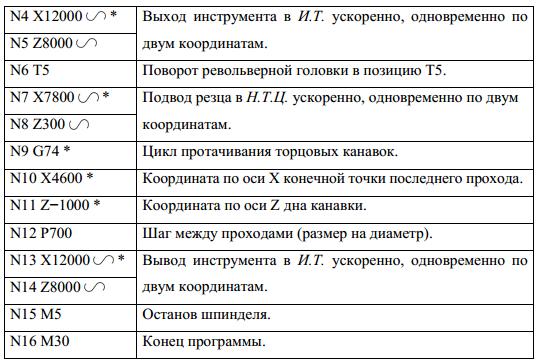
Рисунок 12 - Схема протачивания торцовых канавок по циклу G74:
а – трех равномерно расположенных, б – широкой канавки (выточки)
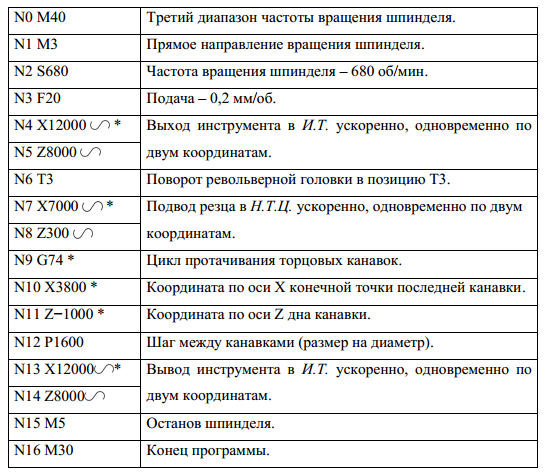
Если необходимо проточить три торцовые канавки шириной 4 мм с шагом 8 мм (см. рис.12, а), то составляют следующую управляющую программу:
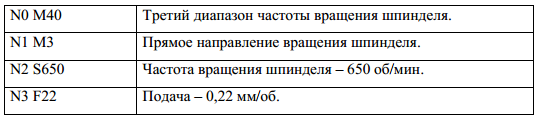
В случае протачивания по схеме «спуск» широкой торцовой канавки (см. рис.12, б) шириной – 20 мм узким канавочным резцом, с шириной режущей кромки – 4 мм, с перекрытием проходов – 0,5 мм, при шаге каждого прохода – 3,5 мм управляющая программа имеет вид: