Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
1 Улаштування системи ЧПК "Електроніка НЦ-31"
2 Кодування елементів КП (система "Електроніка НЦ-31"). Призначення символів. Підготовчі та допоміжні функції
3 Програмування швидкості головного руху і руху подачі
4 Програмування одноінструментальної обробки
5 Програмування обробки конічних поверхонь
6 Програмування зняття фасок під кутом 45°
7 Програмування обробки сферичних поверхонь
7. Програмування сферичних поверхонь
В управляющей программе для обработки сферических поверхностей указывают перемещение резца по дуге, представляющей собой не более четверти окружности. Направление движения резца задается функцией G
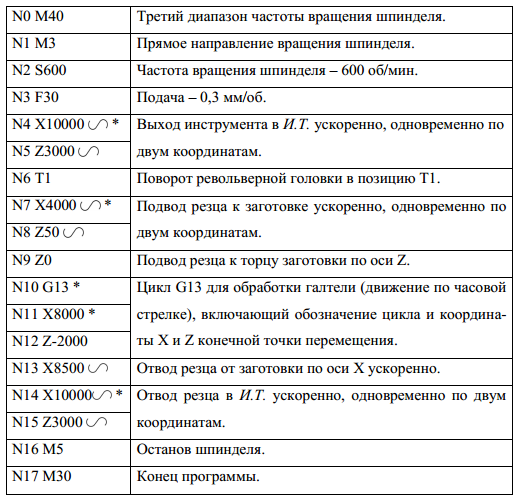
Если дуга охватывает полную четверть окружности (угол 90°), то движение по часовой стрелке (скругление) задается функцией G12, движение против часовой стрелки (галтель) – функцией G13. Аналогично для дуги, охватывающей угол меньше 90°, движение по часовой стрелке задается функцией G2, а против часовой стрелки – функцией G3
Для обработки полной четверти окружности резец подводят по программе к начальной точке дуги. Затем задают функцию G12 (G13) и координаты конечной точки дуги по осям X и Z (либо приращения по осям X и Z в относительной системе отсчета). Во всех кадрах циклов G2, G3, G12 и G13 кроме последнего ставят «звездочку», которая объединяет их в цикл
Например, управляющая программа для обработки скругления на детали со сферической поверхностью R20 в четверть окружности (см. рис. 1, а) в абсолютной системе отсчета имеет следующий вид: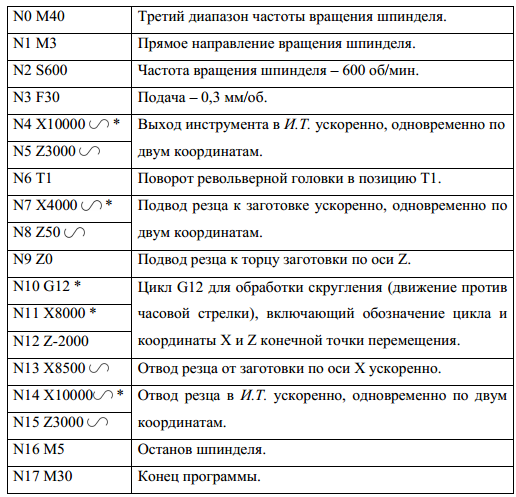
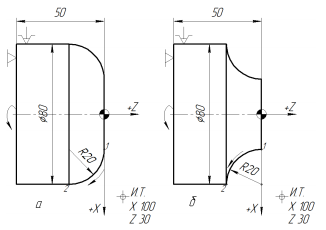
Рисунок 1 - Примеры программирования обработки по дуге
окружности в пределах 90° скругления (а) и галтели (б)
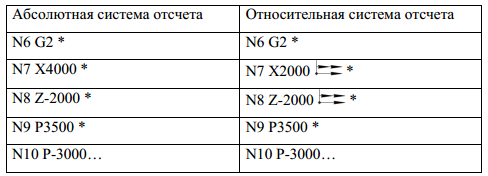
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N10 G12 *
N11 X4000 ![]() *
*
N12 Z-2000![]()
В случае обработки вогнутой сферы (галтели) (рис.1, б) управляющая программа имеет вид:
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N10 G13 *
N11 X4000 ![]() *
*
N12 Z-2000![]()
Обработку по дуге, лежащей в пределах угла меньше 90°, задают циклами G2 или G3 и четырьмя кадрами, включающими: координаты X и Z конечной точки дуги; параметр Р1, определяющий проекцию на ось X радиуса, проведенного из центра дуги О до точки начала дуги (задается на сторону); параметр Р2 – то же на ось Z. Знаки параметров Р1 и Р2 определяются направлением движения по координатным осям Х и Z соответственно (см. рис.2)
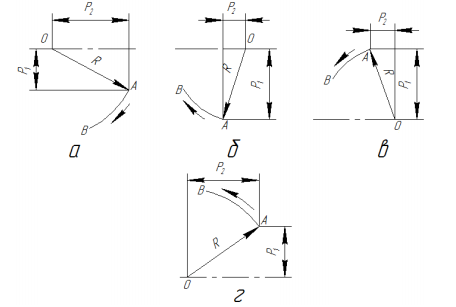
Рисунок 2 - Способы задания дуг, охватывающих менее четверти окружности:
а, б – движение по часовой стрелке (цикл G2); в, г – против нее (цикл G3)
При составлении управляющей программы для обработки сферической поверхности радиусом R = 46,1 мм (см. рис.3) при движении резца по дуге 1–2 по часовой стрелке определяют параметры Р1 и Р2, которые равны координатам
начальной точки дуги относительно ее центра. По оси X параметр Р1 составляет 35 мм, по оси Z параметр Р2 – 30 мм
Знак параметра Р1 положительный, так как при движении по дуге 1–2 координата Х увеличивается. Знак параметра Р2 отрицательный, так как при движении по дуге 1–2 координата Z уменьшается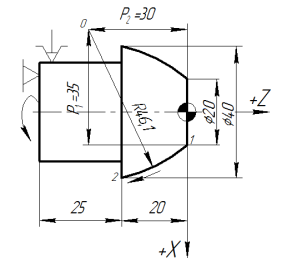
Рисунок 3 - Пример программирования обработки сферической
поверхности в пределах угла меньше 90°
Фрагмент управляющей программы, относящийся к движению резца по дуге 1-2, в абсолютной и относительной системе отсчета имеет следующий вид: