Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
1 Улаштування системи ЧПК "Електроніка НЦ-31"
2 Кодування елементів КП (система "Електроніка НЦ-31"). Призначення символів. Підготовчі та допоміжні функції
3 Програмування швидкості головного руху і руху подачі
4 Програмування одноінструментальної обробки
5 Програмування обробки конічних поверхонь
6 Програмування зняття фасок під кутом 45°
7 Програмування обробки сферичних поверхонь
4. Програмування одноінструментальної обробки
Инструментальная револьверная головка станка модели 16К20Т1.02 может занимать шесть позиций (номера позиций выбиты на торце головки). Поворот головки для установки необходимого инструмента в рабочую позицию осуществляется по команде функции Т с однозначным числом. Например, Т1, Т3, Т6
Линейные перемещения программируют, как правило, в абсолютной системе, т.е. указывают координаты конечной точки участка траектории относительно нулевой точки детали с учетом дискретности 0,01. Например, обработка шейки пальца (см. рис. 1) диаметром 40 мм обеспечивается перемещением резца по 32 оси Z из точки 1 в точку 2 с координатами X = 40 мм (на диаметр), Z = - 50 мм
В управляющей программе это перемещение записывается кадром: N7 Z-5000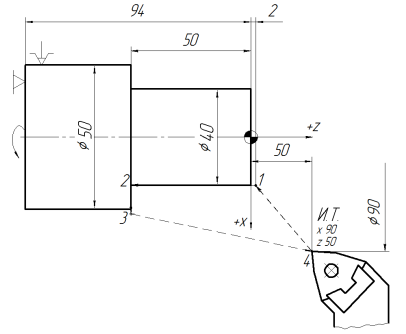
Рисунок 1 - Схема обработки детали палец
Знак направления движения + не указывается, так как воспринимается по умолчанию. Перемещение будет осуществляться только при условии, что в одном из предыдущих кадров задана подача F (N4 F25)
Перемещение на ускоренной подаче задают символом ˜, который обычно располагают в конце кадра
Одновременное движение по двум координатам задают двумя кадрами. В конце первого кадра ставят «звездочку» (*)
При быстром подходе к точке рекомендуется вначале задавать координаты Z, а затем – X. При отходе – наоборот
Запись управляющей программы в абсолютной системе отсчета для однопроходного обтачивания детали палец при подаче – 0,25 мм/об, числе оборотов шпинделя – 600 об/мин и координатах исходной точки (И.Т.) X = 90 мм, Z = 50 мм имеет следующий вид: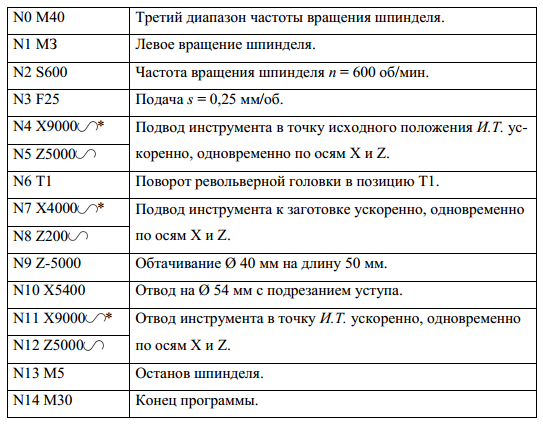
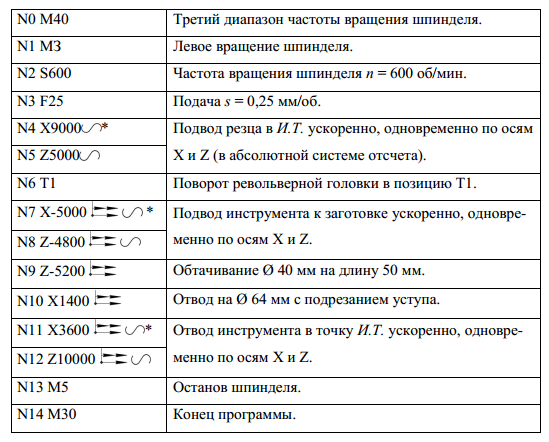
Для программирования обработки деталей с последовательной простановкой размеров более рационально использовать относительную систему отсчета, при которой указываются не координаты конечных точек перемещения, а расстояние между точками начала и конца каждого участка движения. Сразу после номера кадра или после геометрической информации (т.е. данных об отрезке траектории) при программировании в относительной системе отсчета указывается символ ![]() . Запись управляющей программы в относительной системе отсчета для обработки пальца проходным упорным резцом, установленным в позиции револьверной головки Т1, имеет следующий вид:
. Запись управляющей программы в относительной системе отсчета для обработки пальца проходным упорным резцом, установленным в позиции револьверной головки Т1, имеет следующий вид: