Тема 9. Програмування технологічних процесів для верстатів вертикально-розточувальної групи
1 Процеси обробки отворів. Типові переходи при обробці отворів
2 Програмування з використанням стандартних циклів
2.1 Програмування стандартного циклу свердління
2.2 Програмування циклу глибокого свердління
2.3 Програмування циклу нарізування різі мітчиком. Коментарі до стандартних циклів
2. Програмування з використанням стандартних циклів
2.3. Програмування циклу нарізування різі мітчиком. Коментарі до стандартних циклів
Стандартний цикл нарізування різі мітчиком задається функцією G84 і може виконуватися двома способами: перший спосіб, коли шпиндель не має датчика, другий спосіб – шпиндель, на якому є датчик положення. Шпиндель без датчика. Формат циклу: G84 R1...R2... Z...
Параметри в циклі мають той самий вміст, що й у розглянутих прикладах.
Однак при програмуванні цього циклу треба враховувати такі особливості:
- координата точки R1 повинна вибиратися з урахуванням довжини різі. Якщо довжина різі менше або дорівнює трьом діаметрам, то треба зупинитися на відстані, яка дорівнює п'ятьом крокам різі. А якщо довжина різі більше трьох діаметрів – зупинення повинне відбуватися на відстані, яка дорівнює семи крокам різі;
- швидкість подачі за адресою F треба програмувати, обчислюючи за формулою ![]()
де - частота обертання шпинделя;
- крок різі;
- коефіцієнт зменшення швидкості для збереження пружності пружинного компенсатора оправлення для мітчика.
Приклад деталі для програмування циклу наведений на рисунку 3.
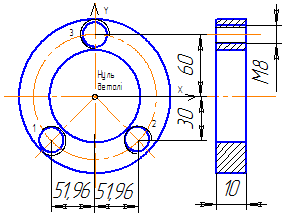
Рисунок 3
Фрагмент керуючої програми:
N30 S280 F315 T8.8 M6 M13 LF
N31 G84 R7 Z – 15 LF
N32 X-51.96 Y-30 LF– вихід у точку і нарізування різі у першому отворі
N33 X51.96 LF – вихід у точку і нарізування різі у другому отворі
N34 X0 Y60 LF – вихід у точку і нарізування різі у третьому отворі
N35G80 Z50 G00 M5 LF
Кадр N 31 забезпечує швидке підведення інструмента в точку R1=7, нарізування різі на довжині 15мм (нуль по осі Z знаходиться на верхній площині деталі), повернення в точку R1 на робочій подачі. Ця програма забезпечує нарізування правої різі при правому обертанні шпинделя, що задано командою М13. Якщо треба нарізати ліву різь, то треба задавати команду М14.
Випадок другий – шпиндель має датчик кутового положення. У цьому випадку є два варіанти програмування функції G84.
За першим варіантом програмують так само, як і в першому випадку, тобто програмують швидкість подачі за адресою F.
За другим варіантом в кадрі циклу подача, яка дорівнює кроку різі, задається за адресою К. Тоді формат циклу буде G84 R1...(R2...) Z...K...
Коментарі до стандартних циклів
Кадри програми, починаючи з того, де заданий стандартний цикл, і закінчуючи кадром перед його відміною, входять до складу стандартного циклу. Тому зміну параметрів стандартного циклу можна вводити в будь-якому кадрі усередині цієї групи. Наприклад, свердління отворів в деталі, що лежать не в одній площині (рисунок 4).
Фрагмент керуючої програми:
N25 (DIS, “SWERLO D10”) LF
N26 S560 F100 T5.5 M6 LF
N27 G81 R3 Z-35 МЗ LF – у циклі залишений зазор безпеки до площини першого отвору 3мм, з цим зазором обробимо і другий отвір
N28 X10 Y10 LF
N29 X30 LF
N30 Y35 R-12 LF – третій і четвертий отвори розташовані нижче площини нуля деталі на 15мм, тому, залишаючи зазор, який дорівнює 3мм , опускаємо точку R1 на 12мм
N31 X10 LF
N32 G80 Z50 G00 M5 LF
Якщо в циклі була задана точка R2, то її також можна корегувати в тому місці групи кадрів, де її потрібно змінити. Але в цьому кадрі повинна бути обов'язково задана і є точка R1, навіть якщо вона не змінюється, тому що машина розуміє ці точки тільки в одному порядку: спочатку R1, потім R2.
Якщо задано тільки один розмір R, то машина його розуміє тільки як R1.
Якщо глибина свердління отворів (Z) змінюється так само, то і її можна корегувати шляхом задання нового значення в тому місці, де вона змінюється.
Приклад деталі для ілюстрації цих правил наведений на рисунку 4.
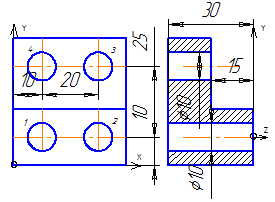
Рисунок 4
Фрагмент керуючої програми до рисунка 5:
N42 (DIS, “SWERLO D8”) LF
N43 S550 F25 T4.4 M6 LF
N44 G81 R-18 Z-46 M13 LF – заданий зазор безпеки 2мм, з цим зазором свердлимо отвори 1 і 2
N45 X25 Y25 LF
N46 X60 R-18 R-8 LF – після просвердленого другого отвору свердло треба підняти вище, тому що третій отвір піднятий на 10мм щодо перших двох. Тому задаємо другу точку R
N47 Y75 R-8 R2 Z-25 LF – при свердлінні третього отвору знову задаємо зазор безпеки 2мм, а щоб перейти в четвертий отвір, свердло треба підняти вище нульової площини Z на 2мм, тому задаємо друге R=2. Глибина свердління третього отвору відрізняється від перших двох, тому тут задаємо цю глибину Z
N48 Y175 R-3 Z-46 LF – четвертий і п'ятий отвори розташовані в одній площині, тому задаємо тільки один розмір R і змінюємо глибину свердління по Z
N49 X95 LF
N50 G80 Z50 G00 M5 LF
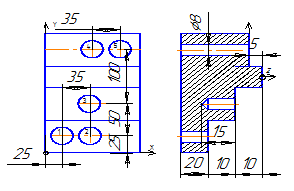
Рисунок 5