Тема 9. Програмування технологічних процесів для верстатів вертикально-розточувальної групи
| Site: | Дистанційне навчання КФКСумДУ |
| Course: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Book: | Тема 9. Програмування технологічних процесів для верстатів вертикально-розточувальної групи |
| Printed by: | Гість-користувач |
| Date: | Thursday, 25 December 2025, 6:56 AM |
Description
1 Процеси обробки отворів. Типові переходи при обробці отворів
2 Програмування з використанням стандартних циклів
2.1 Програмування стандартного циклу свердління
2.2 Програмування циклу глибокого свердління
2.3 Програмування циклу нарізування різі мітчиком. Коментарі до стандартних циклів
1. Процеси обробки отворів. Типові переходи при обробці отворів
Основним способом здобуття отворів є свердління. Свердління - це процес виготовлення циліндрових отворів за допомогою металоріжучого інструменту. Свердління, як правило, передує таким операціям як розточування або розгортання. Загальним для всіх цих операцій є поєднання обертального і поступального руху інструменту. Існує велика відмінність між свердлінням отворів невеликої глибини і глибоких отворів, для обробки яких розроблені спеціальні методи, що дозволяють свердлити отвір завглибшки, що у багато разів перевищує діаметр інструменту.
З розвитком інструменту для обробки коротких отворів послідовність процесу свердління і підготовка до нього зазнають істотні зміни. Сучасний інструмент дозволяє засверліваться в суцільний матеріал і не потребує попереднього зацентровування отворів. Досягається висока якість поверхні і, частенько, відпадає необхідність в подальшій чистовій обробці отвору. В деякому розумінні свердління можна порівняти з операціями точіння і фрезерування, але при свердлінніприділяється більше значення евакуації стружки. Обробка в обмеженому просторі отвору накладає підвищені вимоги відносно контролю за стружкоутворенням. Свердління в суцільному матеріалі є одним з найбільш поширених методів виготовлення отвору заданого діаметру за одну операцію (рис. 1, а).
Трепануюче свердління використовується, в основному, при обробці отворів великого діаметру, оскільки цей метод не вимагає таких витрат потужності, як свердління суцільного матеріалу. Трепануючі свердла перетворюють на стружку не весь матеріал отвору, а залишають цілою серцевину отвору і, отже, призначені лише для обробки крізних отворів (рис. 1, б).
Розточування - це процес збільшення діаметру отвору інструментом спеціальної форми (рис. 1, в).
Розгортання - це процес, що використовує багато- або однолезвійний інструмент для підвищення точності форми.
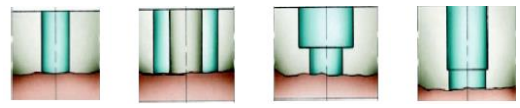
Рисунок 1 - Обробка отверів: а – сверління; б – трепануюче сверллення; в – розточування; г – розгортання
Основні чинники, що характеризують операцію свердління:
- діаметр отвору;
- глибина отвору;
- точність і якість поверхні;
- оброблюваним матеріал;
- умови обробки;
- надійність обробки;
- продуктивність.
Утворення стружки з формою і розмірами, що дозволяють легко видаляти її з отвору, є першочерговим питанням при розгляді будь-якої операції свердління. Без задовільної евакуації стружки робота свердла стане неможливою унаслідок забивання стружкових канавок і закупорювання свердла усередині отвору. Високопродуктивна обробка отворів сучасними свердлами можлива лише при забезпеченні безперешкодного відведення стружки за допомогою використання достатньогокількості рідини, що охолоджує. Більшість коротких свердел має дві стружкові канавки для евакуації стружки. Сучасне устаткування і інструмент дозволяють здійснювати підведення СОЖ по внутрішніх каналах в свердлі, через які вона поступає безпосередньо в зону різання, зменшуючи дію сил тертя і вимиваючи стружку з отвору. Стружкоутворення залежить від типа оброблюваного матеріалу, геометрії інструменту, режимів різання і, в деякій мірі, від вибраної рідини, що охолоджує.Зазвичай дрібна стружка
утворюється при збільшенні подачі і зменшенні швидкості різання. Довжина і форма стружки вважаються задовільними, якщо вони дозволяють гарантовано видаляти її з оброблюваного отвору.
При внутрішньому підведенні СОЖ для свердла, що обертається, її тиск має бути вище, в порівнянні зі свердлом необертальним, із-за впливу відцентрової сили. В цьому випадку рекомендується компенсувати недолік тиску додатковим об'ємом рідини. Певні втрати тиску при проходженні по трубопроводах повинні також враховуватися при підводі СОЖ.
Для вибору свердла необхідно:
1. Визначити діаметр, глибину і вимоги за якістю поверхні отвору (беруться до уваги питаннянадійності обробки).
2. Вибрати типа свердла (вибрати свердло для чорнової або чистової обробки, відповідно до оброблюваного матеріалу і вимог до якості отвору, і що забезпечує максимальну економічність обробки ).
3. Вибрати марку сплаву і геометрію (при використанні свердел із змінними пластинами, пластини мають бути вибрані окремо, відповідно до діаметром свердла, геометрією і сплавом, призначеними для обробки даного матеріалу; для цілісних свердел і свердел зтвердим сплавом, що напаяв, досить вибрати марку твердого сплаву).
4. Вибрати типа хвостовика (вибрати того типа, який личить для використовуваного устаткування).
Для однієї ступені отвору може бути встановлена визначена послідовність технологічних переходів, а саме:
1 Центрування. Виконується спеціальним центровим інструментом, свердлом або конусною зенківкою
2 Чорнова обробка отвору. Може бути виконана за один або де-кілька переходів свердлами, зенкерами, різцями і фрезами
3 Обробка торцю отвору. Виконується прямою зенківкою, торцевою пластиною або фрезою, а також різцями, встановленими у плансупорті
4 Конічне зенкерування. Виконується спеціальним конічним зенкером
5 Конічне зенкування – перехід для обробки фасок, що виконується конусною зенківкою, свердлом або різцем
6 Різьбонарізування. Виконується мітчиками для наскрізних та глухих отворів
7 Напівчистова обробка отвору. Виконується зенкерами або різцями для глухих та наскрізних отворів
8 Обробка канавки. Цей перехід виконують або плансупортом, або вручну
9 Чистова обробка. Виконують розвертками або різцями для наскрізних або глухих отворів
2. Програмування з використанням стандартних циклів
Декілька правил програмування циклів
1 Якщо стандартний цикл повторюється кілька разів поспіль, то його треба задати один раз після виходу в координати першого отвору. Для наступних отворів треба задавати тільки їх координати, а цикл при виході в ці координати буде повторюватися автоматично. Після обробки останнього отвору треба задати скасування циклу функцією G80.
2 Стандартні цикли не можна програмувати усередині програми з функціями G41,G42.
2.1. Програмування стандартного циклу свердління
Структура кадру N...G81 R1…(R2…)Z…
Приклад програмування циклу наведений на рисунку 1.
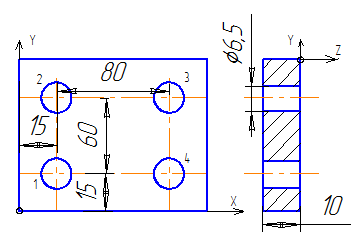
Рисунок 1
Фрагмент керуючої програми:
N…………….
N25 S800 F95 T3.3 M06 G90 LF
N26 G81 R2.5 Z -15 М3 LF
N27 X15 Y15 G00 LF
N28 X60 G00 LF
N29 X80G00 LF
N30 Y15 G00 LF
N31 G80 Z50 G00 M5 LF
N32……………….
Стандартний цикл G81 можна використовувати для центрування, зенкерування і розточування отворів.
Програмування інших стандартних циклів абсолютно ідентичне наведеному прикладу. За необхідності введення витримки часу вона задається попередньо через команду TMR.
Наприклад: N33 TMR=3 LF
N34 G82 R3 Z -200 T6.6 M13 LF
N35 X35 Y290 G00 LF
N36 G80 LF
У даному прикладі витримка часу 3с.
Приклад програмування циклу з двома параметрами R показаний на рисунку 2.
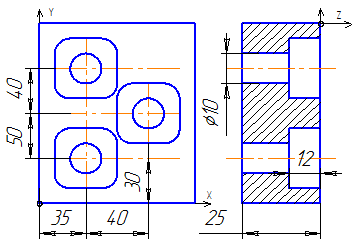
Рисунок 2
Фрагмент керуючої програми:
N40 S850 F100 T4.4 M6 LF
N41 G81 R -10 R2 Z -30 LF
N42 X35 Y30 G00 LF
N43 X80 Y80 G00 LF
N44 X35 Y120 G00 LF
N45 G80 Z50 G00 M5 LF
2.2. Програмування циклу глибокого свердління
Структура циклу: G83 R1…...(R2…)Z…I…(K…)(J…),
де R1,R2,Z мають те саме значення, що й у циклі G81.
I – глибина одного свердління;
J – збільшення величини I;
К – коефіцієнт зменшення параметра I (до досягнення величини J).
Наявність або відсутність у кадрі циклу цих параметрів формує два різних цикли.
Перший випадок - запрограмовані параметри I,J,K.
Цикл виконується за такою схемою:
- швидкий підхід по координатах Х і У в точку заданого отвору;
- швидкий підхід до точки R1;
- свердління на глибину R1+I;
- повернення в точку R1 на швидкому ходу;
- обчислення нового значення R1=R1+I-1;
- обчислення нового значення I; I=I*K, якщо I*K>=J, і I=J, якщо I*K<J.
Кроки, починаючи з другого, виконуються один за одним до одержання повної глибини отвору.
Щоб глибина одного свердління була постійна, треба задати К=1, а J не задавати.
Другий випадок: К і J не задані.
Цикл виконується за такою схемою:
- швидкий підхід до центра отвору;
- швидкий підхід у точку R1;
- свердління на глибину R1+I;
- витримка часу, запрограмована за TMR;
- свердління на глибину I і т.д.
Таким чином, свердло з отвору не виймається і розвантаження стружки не виконується. Дроблення стружки відбувається за рахунок витримки, коли є обертання шпинделя і немає подачі.
Після досягнення розміру Z відбувається швидкий відвід у точку R1 або в точку R2, якщо вона необхідна і задана в кадрі.
Приклад: необхідно просвердлити в деталі товщиною 50 мм три отвори діаметром 6 мм. Координати отворів: 1) Х20, У50; 2) Х40, У50; 3) Х80, У120.
Фрагмент програми:
N35 S930 F65 T5.5 M6 LF – задання режимів різання й установка інструментуа (інструмент № 5 і коректор на його розмір № 5)
N36 G83 R3 Z-55 I20 K0.8 J6 M13 LF – завдання циклу
N37 X20 Y50 LF – вихід у координати першого отвору і його свердління за циклом.
N38 X40 LF – так само обробка другого отвору
N39 X80 Y120 LF – обробка третього отвору
N40 G80 Z50 G00 M5 LF – скасування циклу і відведення свердла по осі Z
2.3. Програмування циклу нарізування різі мітчиком. Коментарі до стандартних циклів
Стандартний цикл нарізування різі мітчиком задається функцією G84 і може виконуватися двома способами: перший спосіб, коли шпиндель не має датчика, другий спосіб – шпиндель, на якому є датчик положення. Шпиндель без датчика. Формат циклу: G84 R1...R2... Z...
Параметри в циклі мають той самий вміст, що й у розглянутих прикладах.
Однак при програмуванні цього циклу треба враховувати такі особливості:
- координата точки R1 повинна вибиратися з урахуванням довжини різі. Якщо довжина різі менше або дорівнює трьом діаметрам, то треба зупинитися на відстані, яка дорівнює п'ятьом крокам різі. А якщо довжина різі більше трьох діаметрів – зупинення повинне відбуватися на відстані, яка дорівнює семи крокам різі;
- швидкість подачі за адресою F треба програмувати, обчислюючи за формулою ![]()
де - частота обертання шпинделя;
- крок різі;
- коефіцієнт зменшення швидкості для збереження пружності пружинного компенсатора оправлення для мітчика.
Приклад деталі для програмування циклу наведений на рисунку 3.
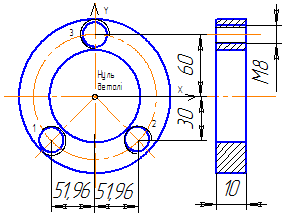
Рисунок 3
Фрагмент керуючої програми:
N30 S280 F315 T8.8 M6 M13 LF
N31 G84 R7 Z – 15 LF
N32 X-51.96 Y-30 LF– вихід у точку і нарізування різі у першому отворі
N33 X51.96 LF – вихід у точку і нарізування різі у другому отворі
N34 X0 Y60 LF – вихід у точку і нарізування різі у третьому отворі
N35G80 Z50 G00 M5 LF
Кадр N 31 забезпечує швидке підведення інструмента в точку R1=7, нарізування різі на довжині 15мм (нуль по осі Z знаходиться на верхній площині деталі), повернення в точку R1 на робочій подачі. Ця програма забезпечує нарізування правої різі при правому обертанні шпинделя, що задано командою М13. Якщо треба нарізати ліву різь, то треба задавати команду М14.
Випадок другий – шпиндель має датчик кутового положення. У цьому випадку є два варіанти програмування функції G84.
За першим варіантом програмують так само, як і в першому випадку, тобто програмують швидкість подачі за адресою F.
За другим варіантом в кадрі циклу подача, яка дорівнює кроку різі, задається за адресою К. Тоді формат циклу буде G84 R1...(R2...) Z...K...
Коментарі до стандартних циклів
Кадри програми, починаючи з того, де заданий стандартний цикл, і закінчуючи кадром перед його відміною, входять до складу стандартного циклу. Тому зміну параметрів стандартного циклу можна вводити в будь-якому кадрі усередині цієї групи. Наприклад, свердління отворів в деталі, що лежать не в одній площині (рисунок 4).
Фрагмент керуючої програми:
N25 (DIS, “SWERLO D10”) LF
N26 S560 F100 T5.5 M6 LF
N27 G81 R3 Z-35 МЗ LF – у циклі залишений зазор безпеки до площини першого отвору 3мм, з цим зазором обробимо і другий отвір
N28 X10 Y10 LF
N29 X30 LF
N30 Y35 R-12 LF – третій і четвертий отвори розташовані нижче площини нуля деталі на 15мм, тому, залишаючи зазор, який дорівнює 3мм , опускаємо точку R1 на 12мм
N31 X10 LF
N32 G80 Z50 G00 M5 LF
Якщо в циклі була задана точка R2, то її також можна корегувати в тому місці групи кадрів, де її потрібно змінити. Але в цьому кадрі повинна бути обов'язково задана і є точка R1, навіть якщо вона не змінюється, тому що машина розуміє ці точки тільки в одному порядку: спочатку R1, потім R2.
Якщо задано тільки один розмір R, то машина його розуміє тільки як R1.
Якщо глибина свердління отворів (Z) змінюється так само, то і її можна корегувати шляхом задання нового значення в тому місці, де вона змінюється.
Приклад деталі для ілюстрації цих правил наведений на рисунку 4.
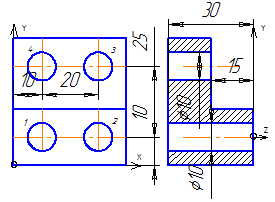
Рисунок 4
Фрагмент керуючої програми до рисунка 5:
N42 (DIS, “SWERLO D8”) LF
N43 S550 F25 T4.4 M6 LF
N44 G81 R-18 Z-46 M13 LF – заданий зазор безпеки 2мм, з цим зазором свердлимо отвори 1 і 2
N45 X25 Y25 LF
N46 X60 R-18 R-8 LF – після просвердленого другого отвору свердло треба підняти вище, тому що третій отвір піднятий на 10мм щодо перших двох. Тому задаємо другу точку R
N47 Y75 R-8 R2 Z-25 LF – при свердлінні третього отвору знову задаємо зазор безпеки 2мм, а щоб перейти в четвертий отвір, свердло треба підняти вище нульової площини Z на 2мм, тому задаємо друге R=2. Глибина свердління третього отвору відрізняється від перших двох, тому тут задаємо цю глибину Z
N48 Y175 R-3 Z-46 LF – четвертий і п'ятий отвори розташовані в одній площині, тому задаємо тільки один розмір R і змінюємо глибину свердління по Z
N49 X95 LF
N50 G80 Z50 G00 M5 LF
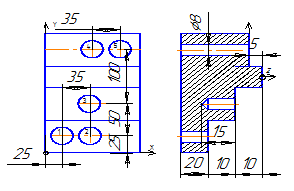
Рисунок 5