Тема 9. Програмування технологічних процесів для верстатів вертикально-розточувальної групи
1 Процеси обробки отворів. Типові переходи при обробці отворів
2 Програмування з використанням стандартних циклів
2.1 Програмування стандартного циклу свердління
2.2 Програмування циклу глибокого свердління
2.3 Програмування циклу нарізування різі мітчиком. Коментарі до стандартних циклів
2. Програмування з використанням стандартних циклів
2.1. Програмування стандартного циклу свердління
Структура кадру N...G81 R1…(R2…)Z…
Приклад програмування циклу наведений на рисунку 1.
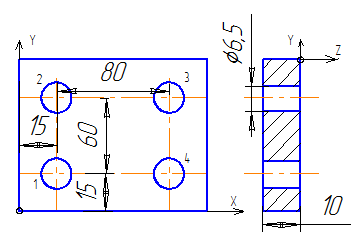
Рисунок 1
Фрагмент керуючої програми:
N…………….
N25 S800 F95 T3.3 M06 G90 LF
N26 G81 R2.5 Z -15 М3 LF
N27 X15 Y15 G00 LF
N28 X60 G00 LF
N29 X80G00 LF
N30 Y15 G00 LF
N31 G80 Z50 G00 M5 LF
N32……………….
Стандартний цикл G81 можна використовувати для центрування, зенкерування і розточування отворів.
Програмування інших стандартних циклів абсолютно ідентичне наведеному прикладу. За необхідності введення витримки часу вона задається попередньо через команду TMR.
Наприклад: N33 TMR=3 LF
N34 G82 R3 Z -200 T6.6 M13 LF
N35 X35 Y290 G00 LF
N36 G80 LF
У даному прикладі витримка часу 3с.
Приклад програмування циклу з двома параметрами R показаний на рисунку 2.
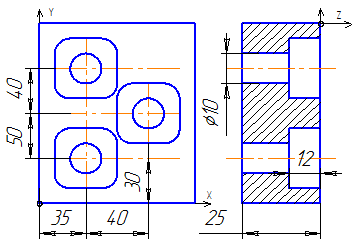
Рисунок 2
Фрагмент керуючої програми:
N40 S850 F100 T4.4 M6 LF
N41 G81 R -10 R2 Z -30 LF
N42 X35 Y30 G00 LF
N43 X80 Y80 G00 LF
N44 X35 Y120 G00 LF
N45 G80 Z50 G00 M5 LF