Самостійне опрацювання матеріалу. Тема. Система координат верстатів з програмним керуванням. Зв’язок систем координат
1 Види систем координат
2 Стандартна система координат
3 Зв’язок систем координат
3. Зв’язок систем координат
При обробці деталі на верстаті з ЧПК (див. рис.4,а) можна виділити три координатні системи. Перша – система координат верстата XMZ, що має початок відліку в точці М – нуль верстата ( див. рис.4,б). В цій системі визначаються положення базових точок окремих вузлів верстата, причому числові значення координат тих чи інших точок (наприклад, точки F) виводяться на табло цифрової індикації верстата. Друга координатна система – це система координат деталі або програми обробки деталі ХдWZд (див. рис.4,в). Третя система – система координат інструмента ХиТZи (див. рис.4,г), в якій визначене положення центра Р інструмента відносно базової точки F (К, Т) елемента верстата, що несе інструмент
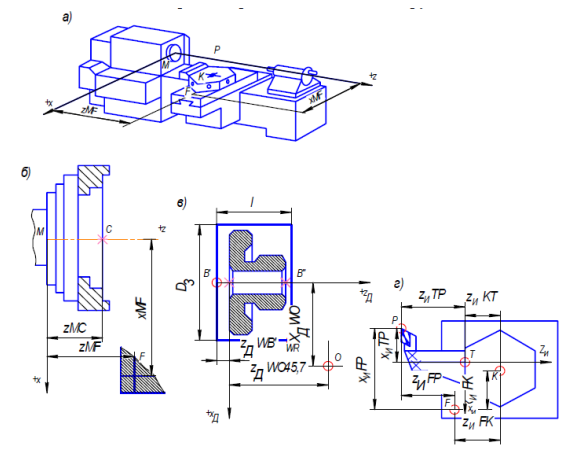
Рисунок 4 - Системи координат при обробці на токарному верстаті
Система координат деталі – це система, в якій визначені всі розміри даної деталі і наведені координати усіх опорних точок контуру деталі. Системи координат деталі і програми суміщені і представляються єдиною системою, в якій і виконується програмування і виконується обробка деталі. Система назначається технологом-програмістом у відповідності з координатною системою обраного верстата. При багатоінструментальній обробці вихідних точок може бути декілька – по кількості використовуємих інструментів, оскільки кожному інструменту задається своя траєкторія руху
Налагодження верстата для роботи по КП спрощується, якщо нульова точка верстата знаходиться на початку стандартної системи координат верстата, базові точки робочих органів приведені у фіксовані точки верстата, а траєкторія інструмента завдана в КП переміщеннями базової точки робочого органа, що несе інструмент, у системі координат верстата. Це можливо, якщо базова точка С пристосування визначена в системах координат деталі і верстата