Самостійне опрацювання матеріалу. Тема. Система координат верстатів з програмним керуванням. Зв’язок систем координат
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Книга: | Самостійне опрацювання матеріалу. Тема. Система координат верстатів з програмним керуванням. Зв’язок систем координат |
| Надруковано: | Гість-користувач |
| Дата: | середа 24 грудня 2025 21:27 PM |
Опис
1 Види систем координат
2 Стандартна система координат
3 Зв’язок систем координат
1. Види систем координат
В програмі обробки деталі повинні бути закладені величина і напрямок переміщень інструменту. Для цього положення вузлових точок необхідно визначити за допомогою тієї чи іншої системи координат. Найбільш часто використовуються прямокутні (декартові), циліндричні і сферичні системи координат (див. рис.1,а-в)
В прямокутній декартовій системі координатами де-якої точки А називаються взяті з визначеним знаком відстані х, у і z від цієї точки до трьох взаємоперпендикулярних координатних площин. Точка перетину координатних площин називається початком координат, а координати х, у і z – відповідно абсцисою, ординатою і аплікатою
В циліндричній системі координат положення точки в просторі задається полярними координатами: радіусом ρ, полярним кутом φ (положення проекції точки на основній площині), аплікатою z (відстанню точки до основної площини)
В сферичній системі координат точка задається довжиною радіус-вектора R, довготою ψ і полярним кутом θ. Перехід із однієї системи координат до другої здійснюється шляхом нескладних перерахунків
Таким чином, у визначеній системі координат контур деталі і траєкторія переміщення центра інструмента відносно цього контуру можуть бути представлені геометричними елементами з опорними точками, завданими координатами або у просторі, або на площині
На траєкторії руху центра інструмента можуть бути назначені також технологічні опорні точки, тобто точки, де змінюються які-небуть технологічні параметри, наприклад подача інструмента, точки тимчасової зупинки зі вказівкою часу зупинки. При обробці деталі інструмент може рухатися або в одній площині – плоска обробка, при якій використовуються дві керуємі координати, або мати складний рух у просторі – об’ємна обробка. Опорні точки на траєкторії руху інструмента дозволяють представити цю траєкторію як визначену послідовність точок, яку проходить центр інструмента при обробці деталі. Кожне з положень (кожна опорна точка) у обраній системі координат може бути визначене числами, наприклад координатами. Поєднання таких чисел і буде представляти основну частину програми роботи верстата, виражену у числовому вигляді
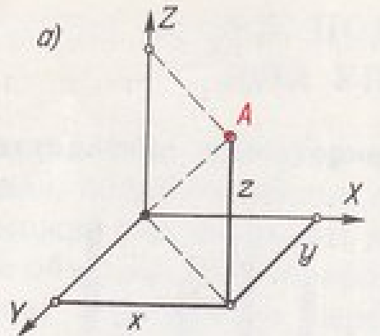
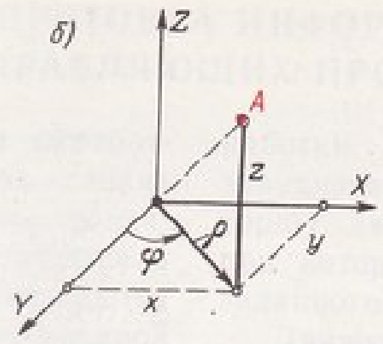
Рисунок 1 - Прямокутна система координат (а); циліндрична система координат (б); сферична система координат (в)
2. Стандартна система координат
Систему координат верстата, обрану згідно з рекомендаціями Міжнародної системи стандартів ISO, прийнято називати стандартною. Стандартна система координат - це права прямокутна (декартова) система координат. У правій прямокутній системі додатні напрямки осей координат визначаються за правилом "правої руки" (див. рис. 2): великий палець - вісь X, вказівний - вісь Y, середній - вісь Z. Зовнішній бік долоні повертають до оброблюваної поверхні деталі; вісь Х завжди горизонтальна, вісь Z суміщається з віссю інструмента, вісь Y перпендикулярна до осей X і Z. Пальці визначають додатний напрям переміщення інструмента або вісь деталі, якщо вона обертається
Рисунок 2 - Розташування осей координат на верстатах з ЧПК (а); визначення осей координат та їх напрямів за правилом "правої руки" (б)
Початок стандартної системи координат верстата звичайно збігається з базовою точкою затискного пристрою (наприклад, з центром планшайби токарного патрона або з центром центруючої оправки, по якій базується деталь на свердлильному чи фрезерному верстаті і т. д.). Осі координат типових верстатів показані на рис. 3. У системі координат для верстатів вісь Z паралельна до поздовжньої подачі супорта (збігається з віссю шпинделя верстата), вісь X паралельна до поперечної подачі супорта (рис. 3, а). Для фрезерних і свердлильних верстатів прийняті такі осі: вісь Х паралельна до поздовжньої подачі хрестового стола, вісь Y паралельна до поперечної подачі стола, вісь Z паралельна до осі шпинделя (рис. 3, б)
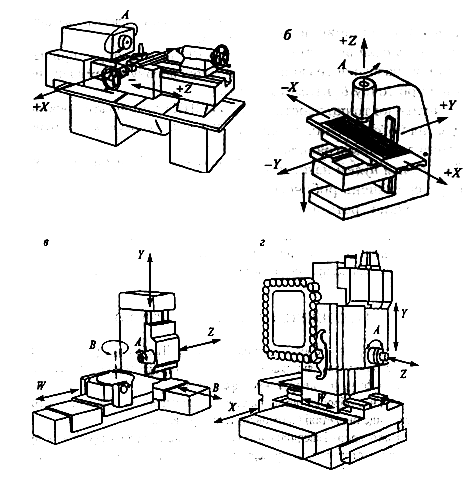
Рисунок 3 - Координатні осі верстатів з ЧПК: а - токарного; б - фрезерного; в - розточного; г - багатоопераційного;
А - основний робочий рух; В - рух позиціювання деталі; X, Y, Z - основні осі координат; W - вторинна вісь, паралельна до осі Z
Якщо на верстаті є кілька робочих органів для переміщення інструментів (наприклад, на оброблюваному центрі), то вказані позначення стосуються первинних осей. Для позначення вторинних осей, паралельних до первинних, використовують літери U (відповідно до Х), V (відповідно до Y), W (відповідно до Z)
Нульова точка верстата – це точка, що прийнята за початок системи координат верстата. Вона визначається відносно конструктивних елементів верстата. Від нульової точки верстата задаються в КП абсолютні розміри переміщення його робочих органів, якщо початок відліку переміщень не зміщений за допомогою плаваючого нуля
Плаваючим нулем називають здатність ПЧПК розміщувати початок відліку переміщень робочого органа у будь-яке положення відносно нульової точки верстата
Вихідна точка верстата (ВТ) - це точка, що визначена відносно нульової точки верстата та вказує на початок роботи на КП (наприклад, вершина різця). Вихідні точки верстата обирають з умови забезпечення мінімальних допоміжних ходів, безпечної зміни інструмента та зручного закріплення заготовки на верстаті
3. Зв’язок систем координат
При обробці деталі на верстаті з ЧПК (див. рис.4,а) можна виділити три координатні системи. Перша – система координат верстата XMZ, що має початок відліку в точці М – нуль верстата ( див. рис.4,б). В цій системі визначаються положення базових точок окремих вузлів верстата, причому числові значення координат тих чи інших точок (наприклад, точки F) виводяться на табло цифрової індикації верстата. Друга координатна система – це система координат деталі або програми обробки деталі ХдWZд (див. рис.4,в). Третя система – система координат інструмента ХиТZи (див. рис.4,г), в якій визначене положення центра Р інструмента відносно базової точки F (К, Т) елемента верстата, що несе інструмент
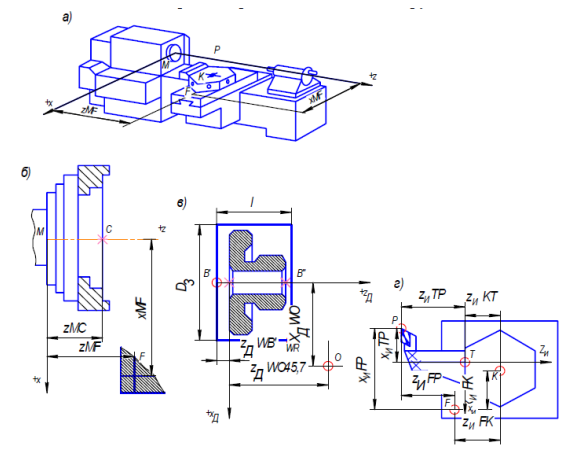
Рисунок 4 - Системи координат при обробці на токарному верстаті
Система координат деталі – це система, в якій визначені всі розміри даної деталі і наведені координати усіх опорних точок контуру деталі. Системи координат деталі і програми суміщені і представляються єдиною системою, в якій і виконується програмування і виконується обробка деталі. Система назначається технологом-програмістом у відповідності з координатною системою обраного верстата. При багатоінструментальній обробці вихідних точок може бути декілька – по кількості використовуємих інструментів, оскільки кожному інструменту задається своя траєкторія руху
Налагодження верстата для роботи по КП спрощується, якщо нульова точка верстата знаходиться на початку стандартної системи координат верстата, базові точки робочих органів приведені у фіксовані точки верстата, а траєкторія інструмента завдана в КП переміщеннями базової точки робочого органа, що несе інструмент, у системі координат верстата. Це можливо, якщо базова точка С пристосування визначена в системах координат деталі і верстата