Самостійне опрацювання матеріалу. Тема. Загальні відомості про систему ЧПК. Функціональні особливості моделей ПЧПК різних поколінь
1 Системи програмного керування верстатами
2 Функціональні особливості моделей ПЧПК різних поколінь
1. Системи програмного керування верстатами
Будь-яке керування технологічним об’єктом складається з наступних компонентів керування:
- збирання первинних відомостей про керуючий об’єкт (відомості про виріб, обладнання, метод обробки, які записані в керуючій програмі);
- вторинні відомості ( відомості отримані під час керування);
- обробка отриманих відомостей (виконання необхідних розрахунків, аналіз даних, перевірка умов);
- висновки і прийняття необхідних рішень;
- забезпечення керуючих дій
Системи ЧПК залежно від призначення верстатів поділяються на позиційні та контурні. Позиційні – це системи програмного керування (ПК) з фіксованими значеннями координат, що визначають положення деталі відносно інструмента на початку і наприкінці кожного етапу оброблення деталі на верстаті. Прикладом таких систем може бути система програмного керування свердлильним або розточувальним верстатом, де швидкість переміщення стола та його траєкторія при переході від оброблення одного отвору до іншого з точністю оброблення не пов’язані. Тут важливо забезпечити високу точність кінцевого фіксованого положення (ФП) деталі відносно осі шпинделя верстата. Коли деталь підійде до заданої точки, шпиндель верстата здійснює стандартний цикл, наприклад свердління отворів
До позиційних належать також системи програмного керування токарними верстатами, призначеними для оброблення ступінчастих валів (див. рис.1). При їх обробленні траєкторія руху різця складається з окремих послідовних прямолінійних переміщень у взаємно перпендикулярних напрямках (координатах). Пристрій програмного керування забезпечує відповідні перемикання напрямку руху виконавчого органа верстата в моменти виходу інструмента на задані програмою положення 1, 2, 3, ...
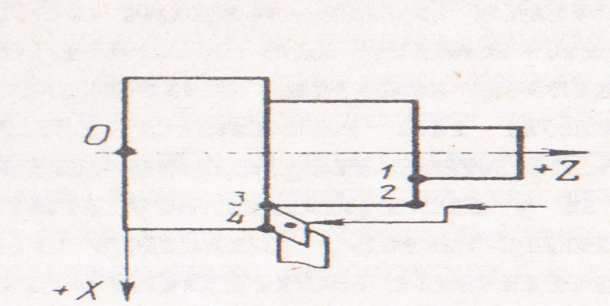
Рисунок 1 - Позиційна система ПК токарними верстатами
Контурна система ПК (див. рис.2) призначена для керування положення виконавчого органу верстата у будь-який момент часу. Потреба в такому керуванні виникає при обробленні деталей складного профілю, коли одночасні переміщення деталі відносно інструмента або інструмента відносно деталі по двох або більше координатах мають бути взаємо узгодженими. Контурними системами ПК оснащують фрезерні, токарні та інші верстати, призначені для оброблення складних криволінійних поверхонь
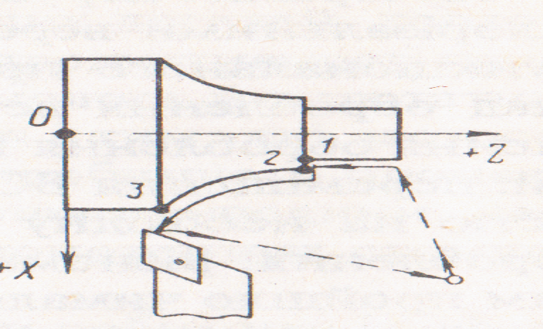
Рисунок 2 - Контурна система ПК токарними верстатами
Позначення типу (моделі) пристрою ЧПК складається з де-кількох елементів:
- літера позначає тип системи:
П – позиційна;
Н – контурна;
У – універсальна або контурно-позиційна;
- цифра перед літерою позначає модифікацію системи;
- перша цифра за літерою означає загальне число керуємих по програмі координат;
- друга цифра за літерою означає число одночасно керуємих координат
- третя цифра за літерою позначає тип привода (1 – кроковий привід, 2 – слідкуючий або слідкуючорегулюємий привід)
Зустрічаються і кодові позначення, наприклад «Размер 4» та ін. Літери у такому позначенні вказують модифікацію системи
Наприклад, розглянемо позначення ПЧПК типу Н221. Це означає, що система контурна (Н), з двома керованими координатами (число 2), одночасно керуючих координат – дві (число 2), система призначена для керування приводом з кроковими двигунами
У країнах Співдружності Незалежних держав системи ЧПК позначають відповідними символами, а саме:
Ф1 – система цифрової індикації (система індикації розмірів оброблювальної деталі – діаметра та довжини);
Ф2 – позиційна система ПК (її мають свердлильні та інші верстати, в яких для виконання оброблення досить переміщення лише по одній з осей координат);
Ф3 – контурна система ПК, яка дає змогу оброблювати найскладніші фасонні поверхні, забезпечуючи водночас послідовну за програмою заміною інструментів і режимів різання;
Ф4 – універсальна система ПК (як і Ф3, застосовується в багатоопераційних верстатах і дає змогу керувати ще й роботою маніпулятора, який змінює інструмент)
Характеристика моделей. Сучасні моделі ПЧПК оцінюються низкою характеристик, що визначають наявність у системи тих чи інших експлуатаційних, функціональних і сервісних можливостей. Серед основних можна назвати наступні характеристики ПЧПК як улаштування керування верстатами:
- число програмуємих координат, тип системи;
- число одночасно керуємих координат;
- дискретність завдання координат, мм;
- лінійна інтерполяція (на площині);
- колова інтерполяція (на площині);
- об’ємна лінійна інтерполяція;
- обробка програми у масштабах;
- корекція розмірів інструмента і елементів верстата;
- спосіб завдання розмірів – абсолютний;
- спосіб завдання розмірів – у прирощеннях;
- наявність постійних циклів;
- наявність системи редагування КП;
- ручне введення програми;
- введення програми від перфострічки, магнітної стрічки, магнітного диска;
- наявність діалогового режиму;
- тип керуємого привода;
- габаритні розміри, маса;
- конструктивні особливості