Самостійне опрацювання матеріалу. Тема. Загальні відомості про систему ЧПК. Функціональні особливості моделей ПЧПК різних поколінь
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Книга: | Самостійне опрацювання матеріалу. Тема. Загальні відомості про систему ЧПК. Функціональні особливості моделей ПЧПК різних поколінь |
| Надруковано: | Guest user |
| Дата: | четвер 25 грудня 2025 05:21 AM |
Опис
1 Системи програмного керування верстатами
2 Функціональні особливості моделей ПЧПК різних поколінь
1. Системи програмного керування верстатами
Будь-яке керування технологічним об’єктом складається з наступних компонентів керування:
- збирання первинних відомостей про керуючий об’єкт (відомості про виріб, обладнання, метод обробки, які записані в керуючій програмі);
- вторинні відомості ( відомості отримані під час керування);
- обробка отриманих відомостей (виконання необхідних розрахунків, аналіз даних, перевірка умов);
- висновки і прийняття необхідних рішень;
- забезпечення керуючих дій
Системи ЧПК залежно від призначення верстатів поділяються на позиційні та контурні. Позиційні – це системи програмного керування (ПК) з фіксованими значеннями координат, що визначають положення деталі відносно інструмента на початку і наприкінці кожного етапу оброблення деталі на верстаті. Прикладом таких систем може бути система програмного керування свердлильним або розточувальним верстатом, де швидкість переміщення стола та його траєкторія при переході від оброблення одного отвору до іншого з точністю оброблення не пов’язані. Тут важливо забезпечити високу точність кінцевого фіксованого положення (ФП) деталі відносно осі шпинделя верстата. Коли деталь підійде до заданої точки, шпиндель верстата здійснює стандартний цикл, наприклад свердління отворів
До позиційних належать також системи програмного керування токарними верстатами, призначеними для оброблення ступінчастих валів (див. рис.1). При їх обробленні траєкторія руху різця складається з окремих послідовних прямолінійних переміщень у взаємно перпендикулярних напрямках (координатах). Пристрій програмного керування забезпечує відповідні перемикання напрямку руху виконавчого органа верстата в моменти виходу інструмента на задані програмою положення 1, 2, 3, ...
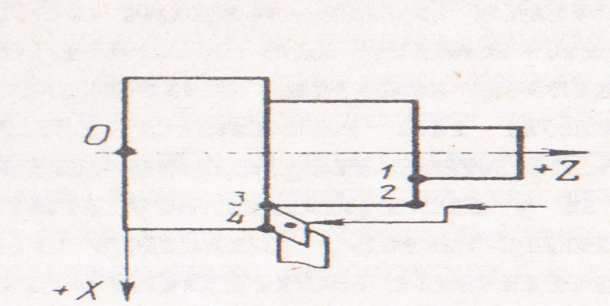
Рисунок 1 - Позиційна система ПК токарними верстатами
Контурна система ПК (див. рис.2) призначена для керування положення виконавчого органу верстата у будь-який момент часу. Потреба в такому керуванні виникає при обробленні деталей складного профілю, коли одночасні переміщення деталі відносно інструмента або інструмента відносно деталі по двох або більше координатах мають бути взаємо узгодженими. Контурними системами ПК оснащують фрезерні, токарні та інші верстати, призначені для оброблення складних криволінійних поверхонь
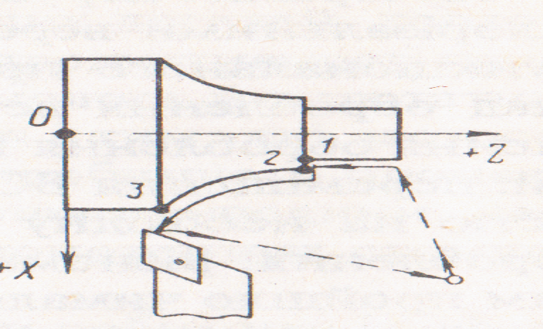
Рисунок 2 - Контурна система ПК токарними верстатами
Позначення типу (моделі) пристрою ЧПК складається з де-кількох елементів:
- літера позначає тип системи:
П – позиційна;
Н – контурна;
У – універсальна або контурно-позиційна;
- цифра перед літерою позначає модифікацію системи;
- перша цифра за літерою означає загальне число керуємих по програмі координат;
- друга цифра за літерою означає число одночасно керуємих координат
- третя цифра за літерою позначає тип привода (1 – кроковий привід, 2 – слідкуючий або слідкуючорегулюємий привід)
Зустрічаються і кодові позначення, наприклад «Размер 4» та ін. Літери у такому позначенні вказують модифікацію системи
Наприклад, розглянемо позначення ПЧПК типу Н221. Це означає, що система контурна (Н), з двома керованими координатами (число 2), одночасно керуючих координат – дві (число 2), система призначена для керування приводом з кроковими двигунами
У країнах Співдружності Незалежних держав системи ЧПК позначають відповідними символами, а саме:
Ф1 – система цифрової індикації (система індикації розмірів оброблювальної деталі – діаметра та довжини);
Ф2 – позиційна система ПК (її мають свердлильні та інші верстати, в яких для виконання оброблення досить переміщення лише по одній з осей координат);
Ф3 – контурна система ПК, яка дає змогу оброблювати найскладніші фасонні поверхні, забезпечуючи водночас послідовну за програмою заміною інструментів і режимів різання;
Ф4 – універсальна система ПК (як і Ф3, застосовується в багатоопераційних верстатах і дає змогу керувати ще й роботою маніпулятора, який змінює інструмент)
Характеристика моделей. Сучасні моделі ПЧПК оцінюються низкою характеристик, що визначають наявність у системи тих чи інших експлуатаційних, функціональних і сервісних можливостей. Серед основних можна назвати наступні характеристики ПЧПК як улаштування керування верстатами:
- число програмуємих координат, тип системи;
- число одночасно керуємих координат;
- дискретність завдання координат, мм;
- лінійна інтерполяція (на площині);
- колова інтерполяція (на площині);
- об’ємна лінійна інтерполяція;
- обробка програми у масштабах;
- корекція розмірів інструмента і елементів верстата;
- спосіб завдання розмірів – абсолютний;
- спосіб завдання розмірів – у прирощеннях;
- наявність постійних циклів;
- наявність системи редагування КП;
- ручне введення програми;
- введення програми від перфострічки, магнітної стрічки, магнітного диска;
- наявність діалогового режиму;
- тип керуємого привода;
- габаритні розміри, маса;
- конструктивні особливості
2. Функціональні особливості моделей ПЧПК різних поколінь
Пристрої ЧПК поділяють за поколіннями в залежності від використаної елементної бази
Улаштування першого покоління виконані на реле і елементах з низькими частотними параметрами, вони характеризуються обмеженими функціональними можливостями. До цієї групи відносяться ПЧПК типів «Координата Р – 68», «Контур 2П», «Контур 3П» та ін.
Улаштування другого покоління виконані на електронних елементах з більш вищими частотними характеристиками і володіють порівняно широкими функціональними можливостями. До цієї групи ПЧПК відносяться
«Координата С – 70», П32 – 3, П32 – 3А, П32 – 3В, Н33 – 1, Н33 – 2, У33 – 1, У22 – 1
Улаштування третього покоління виконані на базі інтегральних елементів, вони характеризуються широкими функціональними можливостями, де – які із них пристосовані для вирішення спеціальних задач
Улаштування Н22 – 1М, Н33 – 1М, Н33 – 2М, Н55 – 1, Н55 – 2 є першими улаштуваннями контурного і комбінованого керування третього покоління, вони побудовані на інтегральних схемах і призначені для токарних і фрезерних верстатів з автоматичною зміною інструментів
Улаштування Н22 – 1М призначене для оснащення токарних верстатів зі зміною інструмента. Передбачена можливість введення програми у прирощеннях і абсолютних координатах. Улаштування вмикає двокоординатний лінійно- коловий інтерполятор, забезпечує корекцію положення інструмента
Улаштування Н33 – 1М і Н33 – 2М призначені для оснащення фрезерних верстатів. Кількість одночасно керуємих координат: три – при лінійній інтерполяції, дві – при коловій. Програма задається у прирощеннях. В улаштуванні передбачена корекція на довжину, воно також доповнене блоком корекції радіуса фрези (блоком розрахунку еквідістанти)
Улаштування Н55 – 1 і Н55 – 2 використовуються на верстатах, що слугують для складної фасонної обробки деталей, в тому числі по спеціальним алгоритмам керування. До основи улаштувань покладений принцип цифрової обчислювальної машини. алгоритм роботи визначається жорсткою програмою, що закладена до блоку керування (блок пам’яті алгоритмів). При переході на новий алгоритм роботи змінюється вміст блоку пам’яті алгоритмів без зміни структури і взаємозв’язків в улаштуванні
Сучасні ПЧПК відносяться до четвертого і п’ятого покоління. Їх виконують по агрегатно-блочному принципу і оснащують різними додатковими вузлами: блоками технологічних команд; улаштуваннями корекції радіуса, довжини і положення інструмента, швидкості подач, швидкості різання, індикації переміщень; улаштуваннями для нарізування різьб та ін. У зв’язку з великим розширенням технологічних можливостей ПЧПК у теперішньому часі практично відсутня грань між контурними і позиційними видами ЧПК і виник перехід до універсальних (контурно-позиційних) улаштувань. Збільшилась кількість керуємих координат верстата. Більшість сучасних контурних і універсальних ПЧПК дозволяють здійснити лінійно – колову інтерполяцію при двокоординатній обробці в любій площині і лінійну – при великій кількості координат
До сучасних вітчизняних систем класу CNC відносяться ПЧПК: 2У22, 2Р22, 2С42, 2М42, 2С85, 2Р32, 2Р32М, ИЦО – П, «Електроніка НЦ80 – 31». Ці ПЧПК реалізуються на базі мікро ЕОМ класу «Електроніка – 60»
Улаштування 2У22, 2Р22 мають у своєму складі мікро ЕОМ зі швидкодією 200тис. операцій за секунду
Улаштування 2М42, 2М43 – 22, 2С85, 2Р32 забезпечують керування роботою обладнання при контурно-позиційному формоутворенні з кількістю одночасно керуємих рухів від двох до п’яти (п’ять в ПЧПК 2С85). Улаштування 2С85 і 2Р32 дозволяють вводити програми з перфострічки і вручну, використовуються для керування фрезерними, токарними і багатоцільовими верстатами; виведення інформації на дисплей має 160 – 200 знаків
Улаштування 2М42, 2М43 – 22 використовуються на електроерозійних вирізних і лазерних прошивочних верстатах з кроковим приводом
ПЧПК закордонних фірм достатньо широко використовуються з верстатами вітчизняного виробництва. Конструктивно ПЧПК реалізують по-різному. Частіше за всього улаштування надається до верстата як окремий агрегатований елемент – шафа (стійка) з різноманітними панелями на лицьовій стороні. Де-які ПЧПК монтують як підвісні пульти керування верстатом або вбудовують в який-небудь агрегат верстата (наприклад, супорт) з виведенням панелі в необхідну сторону