Теоретичний матеріал до теми 6. Лекція 10 "Основні методи та засоби контролю точності форми та розташування поверхонь"
1 Методи і засоби вимірювання відхилень форми і взаємного розташування поверхонь і осей деталей
2 Вимірювання відхилень від правильної геометричної форми
3 Вимірювання відхилень від правильного розташування поверхонь і осей
3. Вимірювання відхилень від правильного розташування поверхонь і осей
Вимірювання відхилень від правильного розташування поверхонь і осей деталей провадять з допомогою універсальних вимірювальних засобів. Контролювання радіального биття і повного радіального биття циліндричних поверхонь здійснюють за допомогою вимірювальних головок при встановленні деталі в центри або на призми при повертанні її на 360°
При контролюванні радіального биття чи повного радіального биття поверхні 3 деталі 1 відносно її осі (рис. 3.1, а), деталь закріплюють у центрах 4, а при контролюванні радіального биття поверхні 3 деталі 1 відносно поверхонь 1 і 5 (рис. 3.1, б), деталь встановлюють на призми 4
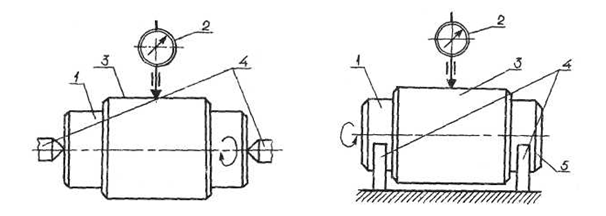
Рисунок 3.1
Контролювання радіального биття провадять у заданому перерізі, а при контролюванні повного радіального биття вимірювальна головка повинна переміщуватися в осьовому напрямку контрольованої поверхні. Величину радіального биття визначають як різницю між найбільшим і найменшим показами вимірювального приладу 2
Контролювання торцевого биття (рис. 3.2, а) і повного торцевого биття (рис. 3.2, б) провадять у тих випадках, якщо вказані допуски торцевого биття чи повного торцевого биття. При контролюванні торцевого биття або повного торцевого биття поверхні деталі 1 відносно базової осі, деталь закріплюють у центрах, а при контролюванні торцевого биття або повного торцевого биття поверхні деталі 1 відносно базової поверхні, деталь встановлюють на призму 6 з упором (рис. 3.2, а і б)
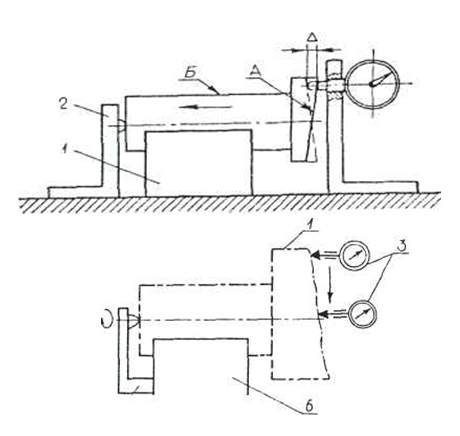
Рисунок 3.2
Вимірювання торцевого биття провадять на заданому діаметрі або на найбільшому діаметрі торцевої поверхні. При контролюванні повного торцевого биття вимірювальна головка 3 повинна переміщуватися в радіальному напрямку перпендикулярно до осі деталі (рис. 3.2. б). Величину торцевого биття Δ визначають як різницю між найбільшим і найменшим показами вимірювального приладу