Теоретичний матеріал до теми 6. Лекція 10 "Основні методи та засоби контролю точності форми та розташування поверхонь"
| Site: | Дистанційне навчання КФКСумДУ |
| Course: | Проєктування контрольно-вимірювальних пристроїв (зі змістовим модулем "Взаємозамінність деталей і вузлів та технічні вимірювання") |
| Book: | Теоретичний матеріал до теми 6. Лекція 10 "Основні методи та засоби контролю точності форми та розташування поверхонь" |
| Printed by: | Гість-користувач |
| Date: | Monday, 15 December 2025, 6:28 AM |
Description
1 Методи і засоби вимірювання відхилень форми і взаємного розташування поверхонь і осей деталей
2 Вимірювання відхилень від правильної геометричної форми
3 Вимірювання відхилень від правильного розташування поверхонь і осей
1. Методи і засоби вимірювання відхилень форми і взаємного розташування поверхонь і осей деталей
Вимірювання відхилень форми і взаємного розташування поверхонь і осей деталей найчастіше провадять вимірювальними головками з допомогою універсальних штативів і стояків різної конструкції, які добирають залежно від діаметра приєднувальних елементів цих головок. Стояки і штативи призначені для закріплювання вимірювальних головок. До найбільш поширених слід віднести універсальні штативи та стояки легкого і важкого типів з круглими і квадратними вимірювальними столиками (рис. 1.1)
Універсальні штативи (рис.1.1, а) використовують при вимірюванні великих деталей на повірочних плитах, у стояках з центрами і при перевірці точності встановлення заготовок на верстатах. Стояки легкого і важкого типу з круглим (рис. 1.1, б) і квадратним (рис. 1.1, в) столиками призначені для вимірювання невеликих деталей з розмірами, що не перевищують 125 чи 200мм
При встановленні і знятті деталі потрібно дещо збільшити розмір Б (рис. 1.1, б) підійманням вимірювального стержня вимірювального приладу за головку А або іншим пристроєм (відвідним важелем - аретиром), передбаченим для цього. У стояку з квадратним столиком (рис. 1.1, в) тримач 9 закріплюється в кронштейні 3 і фіксується гвинтом 8
Перед початком вимірювання індикаторні вимірювальні прилади слід відповідним чином налагодити, методика налагодження яких залежить від цільового призначення вимірювань. Найчастіше вимірювальні прилади налагоджують з метою визначення: відхилення від заданого розміру виготовлених або відновлених деталей; дійсних розмірів в процесі дефектування деталей; відхилень від правильної геометричної форми і правильного розташування поверхонь осей; вимірювання розмірів деталей прямим методом
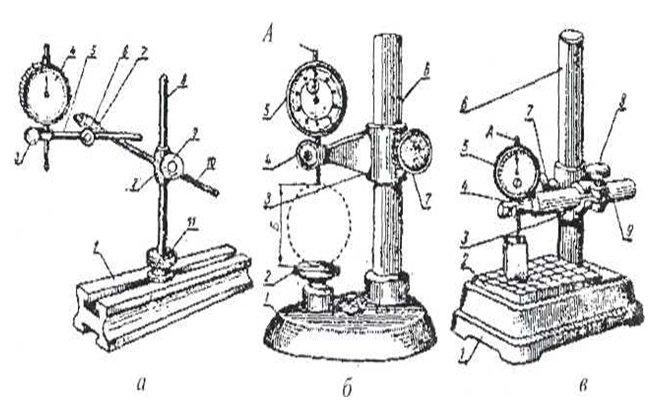
Рисунок 1.1 - а - універсальний штатив: 1 - основа; 2 - розрізна муфта; 3 - затискний гвинт; 4 - вимірювальна головка; 5 - стержень; 6 - гайка; 7 - муфта; 8 - стояк; 9 - гайка; 10 - стержень; 11 - гайка; б - стояк легкого типу з квадратним столиком: 1 - основа; 2 - столик; 3 - кронштейн; 4 - затискний гвинт; 5 - вимірювальна головка; 6 - колонка; 7 - затискний гвинт
2. Вимірювання відхилень від правильної геометричної форми
Вимірювання відхилень від правильної геометричної форми поверхонь деталей провадять приладами, призначеними для відносних вимірювань. Межі вимірювання вимірювальної головки при цьому повинні перевищувати передбачувані відхилення форми. У виробничих умовах, зокрема у ремонтному виробництві, найчастіше доводиться вимірювати відхилення форми плоских поверхонь (відхилення від прямолінійності і відхилення від площинності) і циліндричних поверхонь (овальність, огранювання – в поперечному перерізі; конусоподібність, бочкоподібність, вгнутість і відхилення від прямолінійності осі (зігнутість) – у повздовжньому перерізі)
Відхилення від прямолінійності і відхилення від площинності плоских поверхонь вимірюють лекальною (повірочною) лінійкою, вимірювальною головкою, повірочними плитами, «контролювання на фарбу», оптичними лінійками тощо
Лекальну лінійку 2 (рис. 2.1) прикладають до деталі 1 в одному (при контролюванні прямолінійності) або в декількох напрямках (при контролюванні площинності). Точність (відхилення) профілю (площини) визначають за просвітом на око, або за допомогою щупів. При точних вимірюваннях роблять зразки зазорів за допомогою кінцевих мір довжини
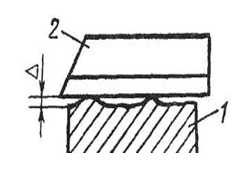
Рисунок 2.1
Для цього на повірочну плиту чи широку лекальну лінійку (брусок) ставлять дві кінцеві міри довжини однакового розміру (рис. 2.2), на які ставлять лекальну лінійку. Потім на цей брусок ставлять кінцеві міри довжини різного розміру, розміри яких менші за розміри крайніх мір. Зазори, творені між цими мірами і лезом лекальної лінійки, використовують як зразкові. За величину відхилень від прямолінійності чи площинності Δ приймають найбільшу відстань від точок реальної поверхні до леза лекальної лінійки, яке в даному випадку відіграє роль прилеглої прямої

Рисунок 2.2
Відхилення від площинності плоских поверхонь контролюють також методом фарби. Для цього повірочну плиту покривають тонким шаром фарби, а потім на неї кладуть деталь, плоску поверхню якої перевіряють, і переміщують її по плиті (або плиту по деталі). Про відхилення від площинності судять за кількістю плям фарби на контрольованій поверхні і їх розмірах
Відхилення від округлості циліндричних поверхонь вимірюють універсальними вимірювальними засобами. Для цього циліндричну поверхню вимірюють декілька разів у взаємно перпендикулярних напрямах в заданому перерізі. За величину відхилення від округлості приймають різницю між найбільшим і найменшим показами вимірювального приладу
Огранювання з непарним числом граней вимірюють триконтактним способом у вигляді призми 2 вимірювальною головкою 1 (рис. 2.3, а). Вимірювання овальності і огранювання з парним числом граней можна провадити з допомогою двоконтактних вимірювальних приладів, наприклад, вимірювальними головками (індикаторами 1, закріпленими в спеціальних тримачах 2, рис. 2.3, б). Деталі типу валів повертають між вимірювальними поверхнями вимірювального приладу (наприклад, на столику стояка, рис. 2.3, б, під наконечником вимірювальної головки або між вимірювальними поверхнями гвинта і п'ятки важільного мікрометра, важільної чи індикаторної скоб) до одержання найбільшого або найменшого відліку за шкалою приладу. Потім вал повертають ще на 90° і визначають розмір в цьому напрямі
Найбільш точно відхилення від округлості циліндричних поверхонь визначають за допомогою крутломіра 3 з обертовим столом 2 та вимірювальною головкою 1 (рис. 2.3, в). Овальність і огранювання приймають рівною різниці одержаних значень діаметра. Овальність отворів визначають з допомогою двоконтактних мікрометричних або індикаторних внутрішньомірів. Конусоподібність визначають шляхом вимірювання діаметрів деталі у двох перерізах, розташованих біля торців. Для визначення бочкоподібності (опуклості) і сідлоподібності (ввігнутості) необхідно виміряти також діаметр деталі посередині її довжини
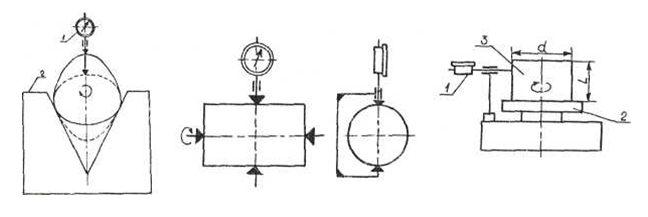
Рисунок 2.3
3. Вимірювання відхилень від правильного розташування поверхонь і осей
Вимірювання відхилень від правильного розташування поверхонь і осей деталей провадять з допомогою універсальних вимірювальних засобів. Контролювання радіального биття і повного радіального биття циліндричних поверхонь здійснюють за допомогою вимірювальних головок при встановленні деталі в центри або на призми при повертанні її на 360°
При контролюванні радіального биття чи повного радіального биття поверхні 3 деталі 1 відносно її осі (рис. 3.1, а), деталь закріплюють у центрах 4, а при контролюванні радіального биття поверхні 3 деталі 1 відносно поверхонь 1 і 5 (рис. 3.1, б), деталь встановлюють на призми 4
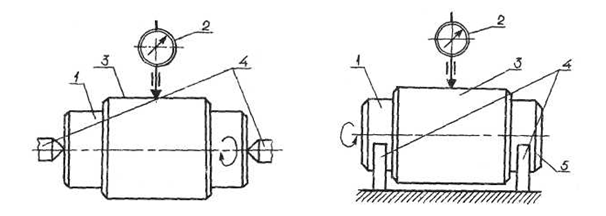
Рисунок 3.1
Контролювання радіального биття провадять у заданому перерізі, а при контролюванні повного радіального биття вимірювальна головка повинна переміщуватися в осьовому напрямку контрольованої поверхні. Величину радіального биття визначають як різницю між найбільшим і найменшим показами вимірювального приладу 2
Контролювання торцевого биття (рис. 3.2, а) і повного торцевого биття (рис. 3.2, б) провадять у тих випадках, якщо вказані допуски торцевого биття чи повного торцевого биття. При контролюванні торцевого биття або повного торцевого биття поверхні деталі 1 відносно базової осі, деталь закріплюють у центрах, а при контролюванні торцевого биття або повного торцевого биття поверхні деталі 1 відносно базової поверхні, деталь встановлюють на призму 6 з упором (рис. 3.2, а і б)
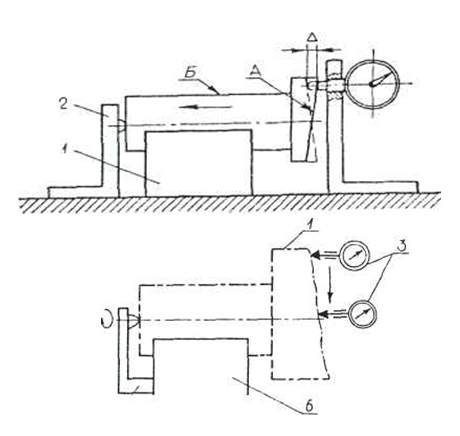
Рисунок 3.2
Вимірювання торцевого биття провадять на заданому діаметрі або на найбільшому діаметрі торцевої поверхні. При контролюванні повного торцевого биття вимірювальна головка 3 повинна переміщуватися в радіальному напрямку перпендикулярно до осі деталі (рис. 3.2. б). Величину торцевого биття Δ визначають як різницю між найбільшим і найменшим показами вимірювального приладу