Теоретичний матеріал до теми 6. Лекція 8 "Плоскопаралельні кінцеві міри довжини. Вимірювання розмірів штангенциркулями"
1 Міри лінійних і кутових величин
2 Штангенінструменти
2. Штангенінструменти
Штангенінструменти належать до багатомірних шкальних вимірювальних засобів. Основною особливістю штангенінструментів є наявність у них двох шкал - основної і додаткової
Основна шкала нанесена на лінійці або штанзі і є позначковою мірою з довжиною поділок 1 мм, позначки якої є перпендикулярними до граней штанги. Вона слугує безпосередньо для вимірювання, по ній визначають абсолютне значення вимірюваної величини
Додаткова шкала, яка називається ноніусом, слугує для ділення поділок основної шкали на частки і дає змогу відлічувати ці частки і тим самим сприяє підвищенню точності відліку по ній
Ноніус – допоміжна шкала, за допомогою якої відлічують частини поділок основної шкали вимірювальних приладів
Прототип сучасного ноніуса запропонував французький математик П’єр Верньє (1580-1637), тому ноніус часто називають верньєром. Ноніус одержав назву за іменем португальського математика П.Ноніуса, який запропонував для відліку частин поділок основної шкали інший подібний прилад, який тепер не застосовується
Штангенінструменти застосовують для вимірювання лінійних розмірів, які не вимагають високої точності, а також здійснюють розмічування деталей при слюсарних роботах. Допоміжна шкала-ноніус закріплена на рамці і може переміщуватися по основній лінійці-штанзі. Штангенінструменти обладнують лінійним ноніусом
Модулем шкали ноніуса можна назвати число, яке показує, скільком поділкам основної шкали відповідає одна поділка шкали ноніуса. Модуль γ виражається натуральними числами 1, 2, 3, ..., яке слугує для збільшення довжини поділок шкали ноніуса. Чим більший модуль γ, тим більша довжина поділок шкали ноніуса і є довшою сама шкала
Модуль шкали ноніуса беруть більшим за одиницю найчастіше для штангенінструментів з точністю відліку 0,02 і 0,05 мм, бо в цих випадках шкала ноніуса має значно більше поділок, ніж за точності відліку 0,1 мм, і тому важче розпізнати позначку, яка найточніше збігається з позначкою основної шкали. У більшості випадків модуль γ шкали ноніуса приймають рівним 1, 2 і 5
Промисловість випускає три основних типи штангенінструментів: штангенциркулі, штангенглибиноміри і штангенрейсмуси (штангенвисотоміри), а також штангензубоміри як інструмент спеціального призначення. Ці типи інструментів відрізняються один від одного тільки розміщенням вимірювальних поверхонь. Найбільш поширеним типом штангенінструментів у машинобудуванні (особливо при одиничному і малосерійному виробництві) і у ремонтному виробництві є штангенциркулі
Штангенциркулі (рис.2.1) виготовляються за ГОСТ 166-80, який передбачає виготовлення штангенциркулів таких типів: ШЦ-І - двосторонні з глибиноміром (рис. 2.1,а); ШЦТ-І - односторонні з покриттям з твердого сплаву з глибиноміром; ШЦ-ІІ - двосторонні (рис. 2.1, б): ШЦ-ІІІ - односторонні. Межі вимірювання штангенциркулів ШЦ-І - 0...125 мм з відліком по ноніусу 0,1 мм; ШЦ-II, ШЦ-ІІІ - 0...250 мм з відліком 0,05 і 0,1 мм; ШЦ-ІІІ - 0...2000 мм з відліком 0,1 мм
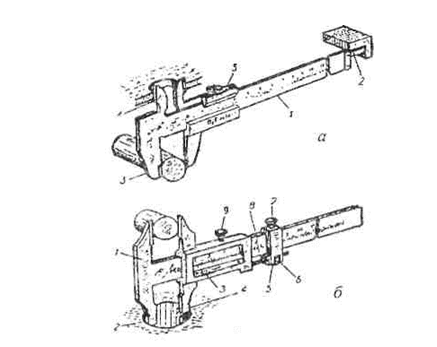
Рисунок 2.1 - а) Штангенциркуль ШЦ – І: 1 - штанга; 2 - лінійка глибиноміра;
3 - губки для зовнішніх вимірювань; 4 - губки для внутрішніх вимірювань; 5 – рамка;
б) Штангенциркуль ШЦ-ІІ: 1- штанга, 2 і 4 - губки для внутрішніх вимірювань; 3 - ноніус; 5 – хомутик; 6 - гайка; 7 і 9 – затискні гвинти; 8 - гвинт
Зовнішні розміри можна вимірювати як верхніми, так і нижніми губками. Для вимірювання внутрішніх розмірів призначені тільки верхні губки (у штангенциркулів ШЦ-І) і тільки нижні губки (у штангенциркулів ШЦ-ІІ і ШЦ-ІІІ), а для розмічувальних робіт-тільки верхні губки
При вимірюванні зовнішніх розмірів (валів) деталь охоплюється внутрішніми плоскими вимірювальними поверхнями губок, а при вимірюванні внутрішніх розмірів (отворів), в них вводять зовнішні, заокруглені вимірювальні поверхні губок (рис. 2.1, б). При зсунутих губках їх спільна ширина становить 10 мм (рідше 9 або 12 мм). У зв’язку з цим при внутрішніх вимірюваннях до розміру, відліченого за шкалами, потрібно додати сумарний розмір ширини губок, який зазначається на поверхні однієї з губок (крім штангенциркулів ШЦ-І)
Перед вимірюванням потрібно протерти вимірювальні поверхні губок чистою бавовняною тканиною, зсунути губки до їх дотикання і переконатися, чи збігаються нульові позначки основної шкали і шкали ноніуса. При зсуванні губок штангенциркулів типів ШЦ-І і ШЦТ-І до їх дотикання, зміщення нульової позначки ноніуса допускається лише в плюсовий бік до 0.05 мм. Спостерігати за збіганням нульових позначок потрібно за допомогою збільшувального скла. Якщо ж ці позначки не збігаються, то у штангенциркулів тинів ШЦ-ІІ і ШЦ-ІІІ потрібно послабити гвинти кріплення ноніуса до рамки і, переміщуючи його, домогтися збігання нульових позначок основної шкали і шкали ноніуса, після чого знову затиснути гвинти кріплення ноніуса. Цю операцію потрібно провадити, спостерігаючи через збільшувальне скло
Штангенглибиноміри (рис.2.2) виготовляються за ГОСТ 162-80 і застосовуються для вимірювання глибин отворів, пазів та інших глибинних або висотних розмірів. Вони принципово не відрізняються від штангенциркулів і мають дві вимірювальні поверхні. Однією з них є торцева поверхня штанги 1, а другою - нижня поверхня основи 2. яка виготовлена одним цілим з рамкою 3. Штангенглибиноміри випускають з величиною відліку по ноніусу 0.1; 0,05 і рідше 0.02 мм з верхніми межами вимірювання 100, 125, 150, 200, 300, 400 і 500 мм
Відлік по шкалах штангенглибиноміра здійснюється так само, як і по шкалах штангенциркуля
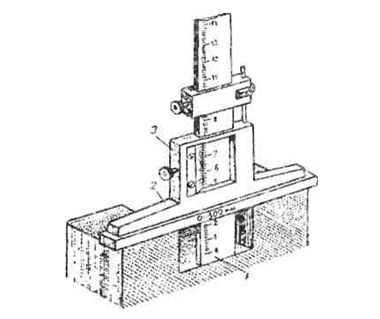
Рисунок 2.2 - Штангенглибиномір:1 - штанга; 2 - основа; 3 - рамка