Теоретичний матеріал до теми 6. Лекція 8 "Плоскопаралельні кінцеві міри довжини. Вимірювання розмірів штангенциркулями"
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Проєктування контрольно-вимірювальних пристроїв (зі змістовим модулем "Взаємозамінність деталей і вузлів та технічні вимірювання") |
| Книга: | Теоретичний матеріал до теми 6. Лекція 8 "Плоскопаралельні кінцеві міри довжини. Вимірювання розмірів штангенциркулями" |
| Надруковано: | Гість-користувач |
| Дата: | неділя 14 грудня 2025 21:20 PM |
Опис
1 Міри лінійних і кутових величин
2 Штангенінструменти
1. Міри лінійних і кутових величин
Універсальні вимірювальні засоби, як правило, є багатомірними, їх перевагою є універсальність, тобто з допомогою їх можна вимірювати всі значення вимірюваної величини, які не виходять за межі вимірювань даного вимірювального засобу
Міри поділяються на позначкові (штрихові), плоскопаралельні кінцеві і кутові. Перших два різновиди мір належать до мір довжини
Позначкові міри являють собою лінійки, на плоских поверхнях яких нанесені позначки (риски), відстань між якими відповідає встановленим одиницям довжини. Позначкові міри використовуються у вигляді еталонів, зразкових і робочих позначкових мір, у вигляді шкал вимірювальних засобів, а також у вимірювальних засобах, призначених для грубих вимірювань (вимірювальні лінійки, метри, рулетки тощо)
До початку XX століття у техніці і у виробництві машин в якості матеріалізованих одиниць вимірювання використовувалися винятково позначкові міри. Застосування калібрів і особливо універсальних вимірювальних засобів було затрудненим відсутністю кінцевих мір
Плоскопаралельні кінцеві міри довжини (ГОСТ 9038-83) виготовляються у вигляді циліндричних стержнів (рис.1.1,а) або у вигляді прямокутних паралелепіпедів – плиток (рис.1.1,б – г) з двома старанно обробленими площинами, що обмежують їх розміри
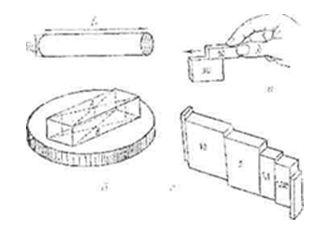
Рисунок 1.1 - Кінцеві міри довжини
Вперше плоскопаралельні кінцеві міри довжини були продемонстровані в 1900 році на Всесвітній виставці в Парижі шведською фірмою, яка довгий час (до 20 років) зберігала секрет на їх виготовлення
Кінцевими ці міри називаються тому, що точний розмір у них утворюється між плоскими, паралельними між собою кінцевими поверхнями (кінцями стержня або прямокутника)
Циліндричні стержні як міри довжини на відміну від призматичних плиток не набули поширення, а застосовуються найчастіше як установочні міри для налагодження мікрометрів
Кінцеві міри довжини є основним засобом збереження єдності мір у машинобудуванні. Вони призначені для передачі лінійних розмірів від еталона до виробів на виробництві і забезпечують зберігання одиниць довжини на підприємствах
Кінцеві міри, що призначені для повірки і градуювання вимірювальних засобів, називаються зразковими, а міри, які застосовуються для безпосередніх вимірювань і розмічувальних робіт тощо, називаються робочими
За точністю виготовлення кінцеві міри довжини поділяються на чотири класи точності: 0; 1; 2 і 3 у порядку зменшення їх точності. Клас точності мір визначається ступенем наближення серединного розміру плитки до її номінального розміру. Чим менше серединний розмір відрізняється від номінального, тим вищий клас точності плиток, і навпаки. На спеціальне замовлення можуть бути виготовлені більш точні міри класу 00
Важливою властивістю плиток є їх властивість притиратися, одна до однієї (властивість міцно зчіплюватися між собою при насуванні однієї міри на іншу при деякому тиску, рис. 1.1, в). Притирання плиток зумовлене молекулярним притягуванням поверхонь дуже малої шорсткості і незначним відхиленням від площинності за наявності тонкого шару мастильної (при звичайному промиванні мір в бензині товщина масляної плівки становить приблизно 0,02 мкм). При знежиренні чи покритті товстим шаром мастила плитки не притягуються
Завдяки властивості кінцевих мір притиратися їх складають у блоки необхідних розмірів (рис. 1.1, г)
Складання блоків кінцевих мір для одержання точних розмірів можна провадити за їх класами або за розрядами, якщо вимагається підвищена точність блоків. Число мір у блоці повинно бути якнайменше, але не більше п'яти, оскільки похибка блока складається з похибок окремих мір
Перш ніж скласти блок мір заданого розміру, необхідно розрахувати розміри окремих мір. що повинні увійти у блок з урахуванням їх наявності в наборі
Виготовляють кінцеві міри з хромистих сталей Х(ШХ15), ХГ, які забезпечують високу стабільність розмірів і стійкість проти спрацювання
Останнім часом все ширше почали застосовувати твердосплавні плоскопаралельні кінцеві міри довжини, які відзначаються дуже високою стійкістю проти спрацювання
Приступаючи до роботи з кінцевими мірами довжини, їх потрібно промити чистим авіаційним бензином або спиртом і протерти сухою чистою тканиною, а закінчивши роботу - протерти і змастити тонким шаром мастила
Кутові міри. Для передачі і безпосереднього вимірювання кутових розмірів застосовуються кутові міри (рис. 1.2). Відповідно до ГОСТ 2875-88 кутові міри виготовляються чотирьох типів: з одним робочим кутом і зрізаною вершиною (тип 1); з одним робочим кутом - гострокутні (тип 2); чотирикутні (тип 3): шестикутні і восьмикутні (тип 4). Їх виготовляють у вигляді окремих екземплярів або наборами з 8, 24, 33 і 93 мір з градацією значень кутів через 30", 1', 1°, 15°
Виготовляють кутові міри з легованих сталей (ШХ-15) і оптичного скла (К8 або ЛК7)
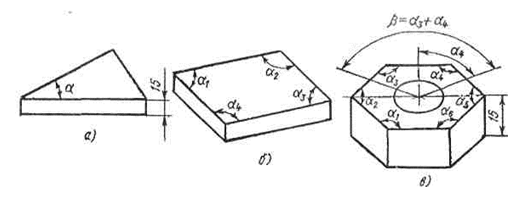
Рисунок 1.2 - Кутові міри: а - з одним робочим кутом; б - з чотирма робочими кутами; в - шестигранна призма з нерівномірним кутовим кроком
За точністю виготовлення кутові міри поділяються на три класи точності: 0, 1 і 2 в порядку зменшення їх точності. Наприклад, для кутових мір 0-го класу точності гранична похибка робочих кутів становить від ±3" до ±5"; 1-го класу - ±10"; 2-го класу - ±30". На верхній поверхні кожної міри типу 1 (з одним робочим кутом і зрізаною вершиною) наносяться знаки плюс (+) і мінус (-), які показують напрямок уявного перетину вимірювальних поверхонь (вершина двогранного кута). Знак мінус (-) наноситься з боку вершини кута
Щупи являють собою довгі калібровані пластинки і з різновидом кінцевих мір довжини (рис. 1.3). Товщина кожної пластинки, нанесена на її поверхні, є вимірювальним (робочим) розміром. Щупи дуже широко використовуються у ремонтному виробництві для визначення зазору між тертьовими поверхнями деталей або самими деталями (зазор між поршнем і циліндром, кільцем і канавкою поршня, стержнем клапана і коромислом, стержнем клапана і штовхачем тощо)
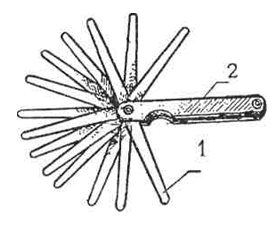
Рисунок 1.3 - Щупи: 1 – щуп; 2 – накладка
Ними також оцінюють відхилення від прямолінійності поверхонь, наприклад, при перевірці прямолінійності напрямних поверхонь верстатів. Для цього на контрольовану поверхню ставлять лекальну лінійку і просвіт між лінійкою і поверхнею вимірюють щупами. Для одержання необхідного розміру підбирають кілька щупів (блок щупів) так, щоб їх загальна товщина дорівнювала контрольованому розміру. Щупи випускають наборами від № 1 до № 4 довжиною 50, 100 і 200 мм і товщиною від 0,02 до 1 мм. Число щупів у наборі коливається від 8 до 16. Точність виготовлення щупів значно нижча, ніж точність кінцевих мір довжини
2. Штангенінструменти
Штангенінструменти належать до багатомірних шкальних вимірювальних засобів. Основною особливістю штангенінструментів є наявність у них двох шкал - основної і додаткової
Основна шкала нанесена на лінійці або штанзі і є позначковою мірою з довжиною поділок 1 мм, позначки якої є перпендикулярними до граней штанги. Вона слугує безпосередньо для вимірювання, по ній визначають абсолютне значення вимірюваної величини
Додаткова шкала, яка називається ноніусом, слугує для ділення поділок основної шкали на частки і дає змогу відлічувати ці частки і тим самим сприяє підвищенню точності відліку по ній
Ноніус – допоміжна шкала, за допомогою якої відлічують частини поділок основної шкали вимірювальних приладів
Прототип сучасного ноніуса запропонував французький математик П’єр Верньє (1580-1637), тому ноніус часто називають верньєром. Ноніус одержав назву за іменем португальського математика П.Ноніуса, який запропонував для відліку частин поділок основної шкали інший подібний прилад, який тепер не застосовується
Штангенінструменти застосовують для вимірювання лінійних розмірів, які не вимагають високої точності, а також здійснюють розмічування деталей при слюсарних роботах. Допоміжна шкала-ноніус закріплена на рамці і може переміщуватися по основній лінійці-штанзі. Штангенінструменти обладнують лінійним ноніусом
Модулем шкали ноніуса можна назвати число, яке показує, скільком поділкам основної шкали відповідає одна поділка шкали ноніуса. Модуль γ виражається натуральними числами 1, 2, 3, ..., яке слугує для збільшення довжини поділок шкали ноніуса. Чим більший модуль γ, тим більша довжина поділок шкали ноніуса і є довшою сама шкала
Модуль шкали ноніуса беруть більшим за одиницю найчастіше для штангенінструментів з точністю відліку 0,02 і 0,05 мм, бо в цих випадках шкала ноніуса має значно більше поділок, ніж за точності відліку 0,1 мм, і тому важче розпізнати позначку, яка найточніше збігається з позначкою основної шкали. У більшості випадків модуль γ шкали ноніуса приймають рівним 1, 2 і 5
Промисловість випускає три основних типи штангенінструментів: штангенциркулі, штангенглибиноміри і штангенрейсмуси (штангенвисотоміри), а також штангензубоміри як інструмент спеціального призначення. Ці типи інструментів відрізняються один від одного тільки розміщенням вимірювальних поверхонь. Найбільш поширеним типом штангенінструментів у машинобудуванні (особливо при одиничному і малосерійному виробництві) і у ремонтному виробництві є штангенциркулі
Штангенциркулі (рис.2.1) виготовляються за ГОСТ 166-80, який передбачає виготовлення штангенциркулів таких типів: ШЦ-І - двосторонні з глибиноміром (рис. 2.1,а); ШЦТ-І - односторонні з покриттям з твердого сплаву з глибиноміром; ШЦ-ІІ - двосторонні (рис. 2.1, б): ШЦ-ІІІ - односторонні. Межі вимірювання штангенциркулів ШЦ-І - 0...125 мм з відліком по ноніусу 0,1 мм; ШЦ-II, ШЦ-ІІІ - 0...250 мм з відліком 0,05 і 0,1 мм; ШЦ-ІІІ - 0...2000 мм з відліком 0,1 мм
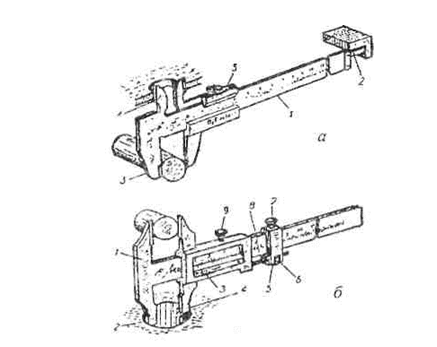
Рисунок 2.1 - а) Штангенциркуль ШЦ – І: 1 - штанга; 2 - лінійка глибиноміра;
3 - губки для зовнішніх вимірювань; 4 - губки для внутрішніх вимірювань; 5 – рамка;
б) Штангенциркуль ШЦ-ІІ: 1- штанга, 2 і 4 - губки для внутрішніх вимірювань; 3 - ноніус; 5 – хомутик; 6 - гайка; 7 і 9 – затискні гвинти; 8 - гвинт
Зовнішні розміри можна вимірювати як верхніми, так і нижніми губками. Для вимірювання внутрішніх розмірів призначені тільки верхні губки (у штангенциркулів ШЦ-І) і тільки нижні губки (у штангенциркулів ШЦ-ІІ і ШЦ-ІІІ), а для розмічувальних робіт-тільки верхні губки
При вимірюванні зовнішніх розмірів (валів) деталь охоплюється внутрішніми плоскими вимірювальними поверхнями губок, а при вимірюванні внутрішніх розмірів (отворів), в них вводять зовнішні, заокруглені вимірювальні поверхні губок (рис. 2.1, б). При зсунутих губках їх спільна ширина становить 10 мм (рідше 9 або 12 мм). У зв’язку з цим при внутрішніх вимірюваннях до розміру, відліченого за шкалами, потрібно додати сумарний розмір ширини губок, який зазначається на поверхні однієї з губок (крім штангенциркулів ШЦ-І)
Перед вимірюванням потрібно протерти вимірювальні поверхні губок чистою бавовняною тканиною, зсунути губки до їх дотикання і переконатися, чи збігаються нульові позначки основної шкали і шкали ноніуса. При зсуванні губок штангенциркулів типів ШЦ-І і ШЦТ-І до їх дотикання, зміщення нульової позначки ноніуса допускається лише в плюсовий бік до 0.05 мм. Спостерігати за збіганням нульових позначок потрібно за допомогою збільшувального скла. Якщо ж ці позначки не збігаються, то у штангенциркулів тинів ШЦ-ІІ і ШЦ-ІІІ потрібно послабити гвинти кріплення ноніуса до рамки і, переміщуючи його, домогтися збігання нульових позначок основної шкали і шкали ноніуса, після чого знову затиснути гвинти кріплення ноніуса. Цю операцію потрібно провадити, спостерігаючи через збільшувальне скло
Штангенглибиноміри (рис.2.2) виготовляються за ГОСТ 162-80 і застосовуються для вимірювання глибин отворів, пазів та інших глибинних або висотних розмірів. Вони принципово не відрізняються від штангенциркулів і мають дві вимірювальні поверхні. Однією з них є торцева поверхня штанги 1, а другою - нижня поверхня основи 2. яка виготовлена одним цілим з рамкою 3. Штангенглибиноміри випускають з величиною відліку по ноніусу 0.1; 0,05 і рідше 0.02 мм з верхніми межами вимірювання 100, 125, 150, 200, 300, 400 і 500 мм
Відлік по шкалах штангенглибиноміра здійснюється так само, як і по шкалах штангенциркуля
Рисунок 2.2 - Штангенглибиномір:1 - штанга; 2 - основа; 3 - рамка