Практичне заняття 2-3. Розробка КП обробки деталі на токарному верстаті з ЧПК (система "Електроніка НЦ-31")
Мета заняття: ознайомитися з послідовністю розробки керуючої програми
Необходимо обработать заготовку детали «Ступица» (чертеж с простановкой размеров от одной базы – нулевой точки детали приведен на рис. 1). Материал – сталь 45, σв = 750 МПа, заготовка – прокат Ø 70 мм, L = 115 мм. Припуск на подрезание торца – 3 мм. Заготовка крепится в трехкулачковом самоцентрирующемся патроне с упором в уступ расточенных кулачков.
Намечают следующий технологический маршрут токарной обработки:
подрезать торец начерно в размер 112,5 мм; обточить поверху Ø 24 мм, конус с Ø 30 мм на Ø 40 мм и радиусные переходы начерно с оставлением припуска на чистовую обработку (для переходов 1 и 2 применяют проходной упорный резец с трехгранной пластинкой Т5К10); подрезать торец начисто в размер 112 мм и обточить поверху Ø 24 мм, конус с Ø 30 мм на Ø 40 мм, Ø 40 мм, радиусные переходы начисто и фаску 2×45° (для переходов 3 и 4 используют резец для контурной обработки с параллелограммной пластинкой Т15К6); проточить зарезьбовую канавку шириной 3 мм до Ø 20 мм в размер 35 мм от правого торца детали (для перехода 5 применяют прорезной резец, оснащенный пластиной Т15К6, b = 3 мм); нарезать резьбу М24×1,5 на длине 32 мм (для перехода 6 применяют резьбовой резец с пластиной твердого сплава Т15К6).
Затем определяют режимы резания с использованием «Общемашиностроительных нормативов времени и режимов резания на работы, выполняемые на металлорежущих станках с программным управлением». При черновом обтачивании поверху (переход 2) припуск распределяют на пять проходов с глубиной 4 мм и один проход с глубиной 2,5 мм. Для чернового подрезания торца (переход 1) глубина прохода составляет 2,5 мм. Этот припуск снимают по схеме движения вершины резца «петля». Для прорезания зарезьбовой канавки используют схему – «спуск». Обработку на всех переходах выполняют с подачей в зону резания смазывающе-охлаждающей жидкости (СОЖ). Припуск под чистовую обработку по контуру детали оставляют 0,5 мм на сторону.
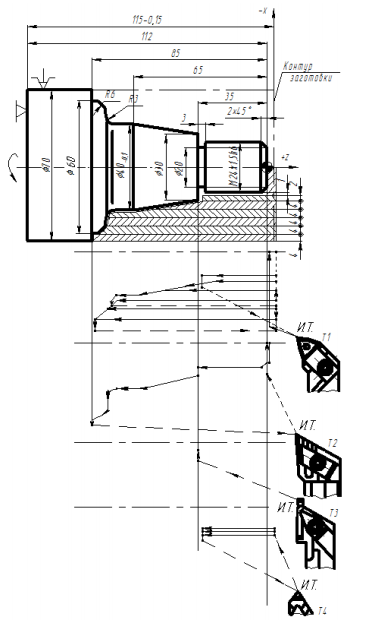
Рисунок 1. Схема обработки детали «Ступица» на станке с ЧПУ
Подачу при обработке поверху для чернового резца сечением 25×25 мм принимают S = 0,53 мм/об, скорость резания V = 83 м/мин, период стойкости резца Т = 60 мин.
Мощность резания черновым резцом составляет NP = 5,8 кВт, что является допустимым для станка модели 16К20Т1, который имеет мощность привода главного движения Nст = 10 кВт.
В управляющей программе для чернового резца задают постоянную скорость резания V = 83 м/мин (по функции G96). Минимальную и максимальную частоту вращения шпинделя при этом определяют по зависимостям:
n мин = 1000·V/(π·D) = 1000 83/(π 70) = 377 об/мин;
n макс = 1000·83/(π·25) = 1056 об/мин.
При черновом подрезании торца (проход 1) назначают подачу s = 0,3 мм/об. Для чистового подрезания торца, снятия фаски и обточки поверху принимают подачу s = 0,2 мм/об и постоянную скорость резания V = 132 м/мин.
Частоту вращения шпинделя при работе чистового резца определяют по зависимостям:
n мин= 1000 132/(π 70) = 600 об/мин,
n макс = 1000 132/(π 24) = 1750 об/мин.
При протачивании канавки шириной b = 3 мм назначают режим резания:
n = 600 об/мин; s = 0,25 мм/об. В конце рабочего хода канавочного резца принимают выдержку времени 2 с.
Для нарезания резьбы М24×1,5 с высотой профиля h = 0,96 мм принимают радиальный метод врезания с глубиной прохода 0,2 мм. Скорость резания резьбового резца назначают V =118 м/мин, при которой частота вращения шпинделя равна:
n = 1000 118/(π 24) = 1565 об/мин.
Путь подхода при нарезании резьбы (воздушный зазор для разгона привода) принимают ΔZ = 4,5 мм. Затем определяют путь рабочего хода резца. Длина резьбового участка равна 32 мм, а длина хода резьбового резца
L=32+4,5+1,5=38 мм.
Затем строят траектории (циклограммы) движения для каждого режущего инструмента, используемого для обработки ступицы, с учетом принятой глубины резания и перемещений инструментов по координатным осям Х и Z.
Нулевую точку детали при составлении управляющей программы принимают на правом торце детали по ее оси. Координаты исходной точки (И.Т.) назначают по оси Х – 100 мм, а по оси Z – 50 мм.
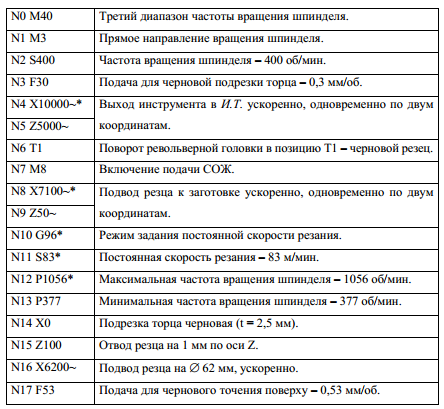
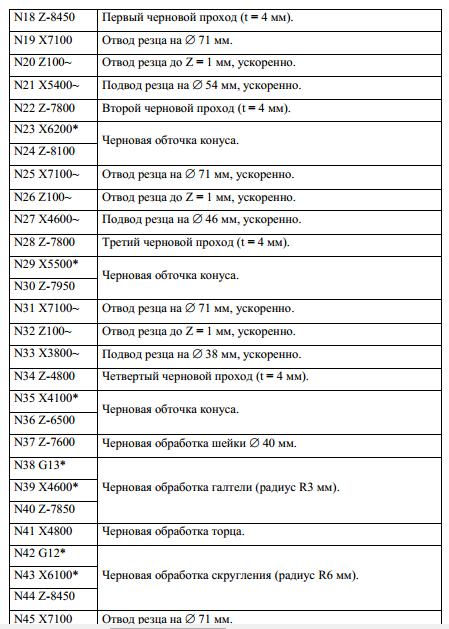
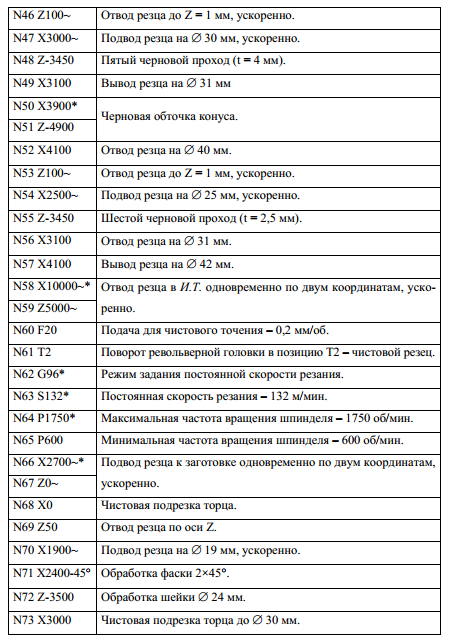
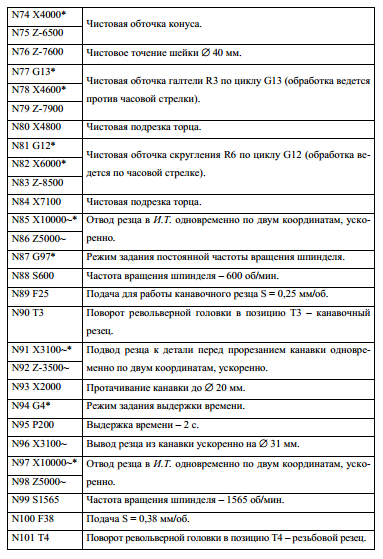
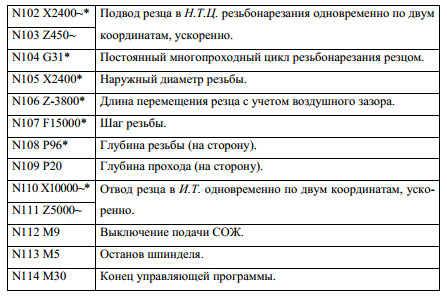
Управляющая программа с использованием постоянного цикла G31 для обработки детали «Ступица» на станке 16К20Т1.02, оснащенном системой ЧПУ «Электроника НЦ-31», имеет вид:
- 26 жовтня 2021, 14:23 PM