9.1. Газове зварювання та різання металу, обладнання, особливості процесу, використання обладнання та вимоги безпеки.
Газове зварювання – вид зварювання при якому плавлення крайок і присадочного матеріалу відбувається за рахунок високої температури горіння суміші горючого газу і кисню. Для газового зварювання застосовують ацетилен, пропан-бутан, метан, МАФ та інші горючі гази.
Газове зварювання застосовується в польових умовах, коли немає доступу до електричної мережі або в дрібносерійне виробництво. Значно більше застосовується технологія газового різання через високу продуктивності і хороші якості різу.
У пальник з балона або ацетиленового генератора по шлангах надходить горючий газ. На інший вхід пальника подається кисень з балона. Після відкриття вентилів на пальнику з наконечника виходить суміш горючого газу і кисню, яку необхідно підпалити. Палаючу суміш газів прийнято називати зварювальне полум’я.
Висока температура зварювального полум’я (до 3000 ° C) при наближенні до крайок зварювального з’єднання та присадочного дроту розплавляє їх. Розплавлений метал присадного дроту і основного металу формують зварювальну ванну. Також суміш газів служить засобом захисту зони зварювання від шкідливого впливу навколишнього середовища.
Газозварювальне обладнання для газового зварювання – це широкий вибір приладів, що дозволяють проводити ряд робіт. Подібний тип зварювання вважається простим, і саме устаткування досить лаконічне і легке в експлуатації. В залежності від типу пального газозварювальні пристрої бувають пропано-кисневими або ацетилено-кисневими, бензинових чи керосино-кисневими. Найчастіше зварювання виконується на основі пропано-кисневої та ацетилено-кисневого зварювання, оскільки полум'я цих газів має найвищу температуру.
На місці роботи, в ацетиленових генераторах, необхідний для роботи ацетилен виробляють шляхом розкладання водою - карбіду кальцію. Або ж його привозять в сталевих балонах, розчинивши в ацетоні. По шлангах ацетилен і кисень підводяться до зварювальної пальнику, змішуються в пальнику і утворюють зварювальне полум'я, згораючи на виході з мундштука пальника.
Газове зварювання використовується для з'єднання виробів і конструкцій зі сталі та її сплавів, нержавіючої сталі, чавуну, міді, алюмінію і його сплавів, і товщина металу може від 0,1 до 6 мм, або до 40-50 мм, але в останньому випадку, застосовують більш прості й недорогі види зварювання. Цей вид зварювання широко поширений і при наплавленні різних деталей. Дана зварювання слабо механізована і виконують її найчастіше в ручну. Вона дає задовільну якість зварювальних швів, але при її проведенні можуть виникнути такі проблеми як викривлення або викривлення зварювальних частин металу, або сильного нагріву здебільшого деталі, що зварюється.

Обладнання для газового зварювання
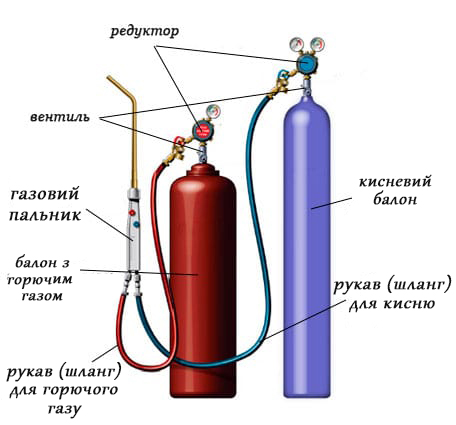
У комплект обладнання для газового зварювання входять балони для горючого газу і кисню, гумові рукави (шланги), редуктори, газовий пальник. Горючий газ можна також отримувати з ацетиленового генератора.
При зварюванні кисень надходить із спеціального балона – він забарвлюється у блакитний або синій колір. Щоб забезпечувалася нормальна робота, кисень повинен надходити в пальник рівномірно і при невеликому тиску. Саме для цих цілей на балонах є редуктор – він регулює подачу газу. У такому до пальника підводиться рукави для газового зварювання – ацетиленовий та кисневий. Кисень подається в центральний канал, де струмінь більше розряджається, засмоктує ацетилен, який потрапляє в пальник під невеликим тиском. Гази змішуються в камері, після чого виходять назовні з наконечника.
Комплект для газового зварювання
В якості присадочного матеріалу при газовому зварюванні використовують дріт або прутки. Присадка повинна бути за хімічним складом максимально близька, до складу основного металу.
Газове зварювання – техніка і режими виконання
Існує два способи газового зварювання – лівим і правим способом. Відмінності між способами в напрямку руху пальника і присадного дроту.
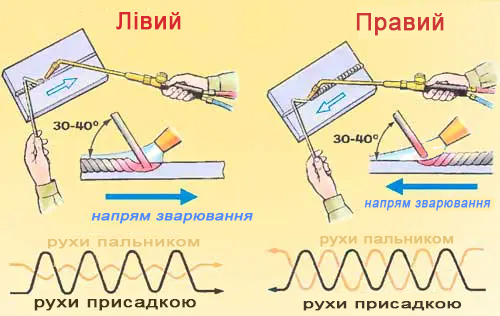
Техніка газового зварювання правим і лівим способом
При зварюванні правим способом пальник спрямований в бік шва який кристалізується . Переміщення зліва направо. Зварювання правим способом рекомендують застосовувати для деталей товщиною понад 3 мм. У деталей повинна бути оброблення крайок, а при великих товщинах кут оброблення зменшують. Теплова енергія більш зосереджена, ніж при зварюванні лівому способі. Якщо товщина деталей більше 8 мм роблять коливальні рухи мундштуком пальника. Деталі тонше зазначеної товщини можна робити без маніпуляцій мундштуком. Кінець присадочного дроту слід тримати зануреним в зварювальну ванну, переміщати разом з пальником та виконувати спиралеподібні рухи.
При зварюванні лівим способом пальник спрямована в бік крайок. Напрямок зварювання зліва направо. Цей спосіб застосовують для з’єднання деталей не товще 3 мм або для легкоплавких металів. Присадні дріт ведуть перед полум’ям, а її кінець повинен знаходиться в відновлювальної зоні зварювального полум’я. При зварюванні даними способом факел полум’я гірше захищає метал від впливу з навколишнім середовищем.
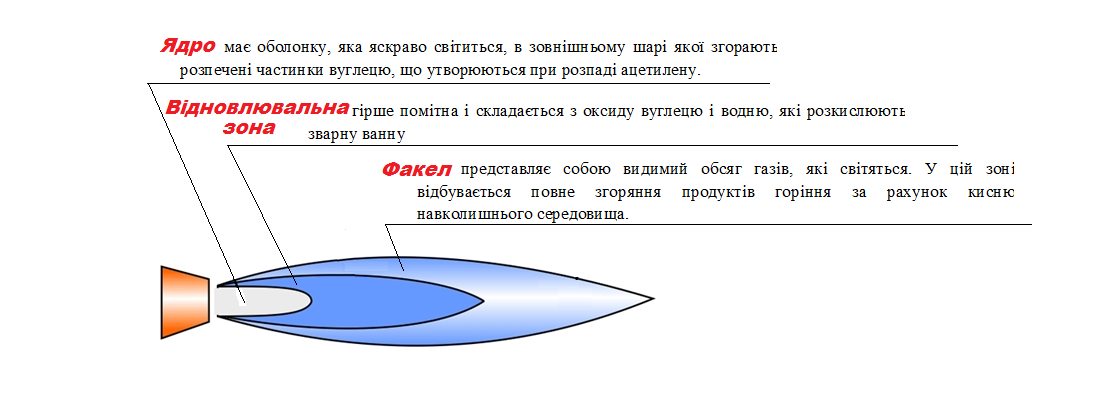
Змінюючи суміш ацетилену та кисню, можна отримати полум'я з різними температурними діапазонами та різними хімічними характеристиками. Три різні типи полум'яного окси-ацетиленового полум'я - нейтральне, зменшувальне або карбюраторне та окислювальне полум'я.
Нейтральне полум'я використовується для більшості газозварювальних робіт і має приблизно рівну кількість ацетилену та кисню. Якщо бути точнішим, відношення кисню до ацетилену для нейтрального полум'я лежить між 1,0 та 1,1. Нейтральне полум'я має температуру від 5600 до 5900 градусів за Фаренгейтом і його можна розпізнати по світло-синьому конусу полум'я з більш темним синім зовнішнім полум'ям. Нейтральне полум'я отримало свою назву від того, що в розплавленому металі він виробляє дуже мало хімічної реакції або його взагалі немає.
Відновлююче або газоване полум'я утворюється за рахунок зменшення кількості кисню в суміші, утворюючи газ, багатий ацетиленом. Полум'я, що гартує, має температуру від 5400 до 5500 градусів за Фаренгейтом. Він містить три чіткі рівні кольору: дуже світло-синій конус на насадці, оточений конвертом або пір’ям темніше синього кольору; обидва вони оточені зовнішнім конвертом ще темніше синього. Це зменшувальне полум'я, оскільки воно не окислює метал, і це окислювальне полум'я, оскільки воно не випалює повністю вуглець і тому, що невикористаний вуглець забирається в метал. Застосовується для зварювання високовуглецевої сталі та інших металів, які легко не поглинають вуглець.
Окисне полум'я утворюється за рахунок збільшення кисню в суміші, утворюючи газ, багатий киснем. Він має температуру між 6000 і 6300 градусів за Фаренгейтом. Полум’я коротше і синіше, ніж і нейтральне, і карбуюче полум'я, а внутрішній конус більш загострений. Надлишок кисню від цього полум'я буде поєднуватися з металом і утворювати оксиди, які крихкі і послаблюють зварний шар і метал. Через окислювальні властивості його рідко використовують для зварювання сталі, але іноді застосовують для металів на основі міді та цинку, а також для чавуну та марганцю.
Переваги та недоліки газового зварювання
переваги
- Основною перевагою газового зварювання прийнято вважати її незалежність від джерел електроенергії, це дозволяє застосовувати її в польових умовах.
- Обладнання для газового зварювання мобільно і транспортабельність.
- При зварюванні тонколистових конструкцій важче пропалити метал.
недоліки
- Недоліком газового зварювання є велика залежність від кваліфікації і досвіду зварника.
- Низька продуктивність процесу зварювання, тому даний спосіб не застосовується для серійного виробництва металоконструкцій.
- Велика зона термічного впливу, в порівнянні з іншими методами зварювання Відео ролик про основи та особливості газового зварювання.
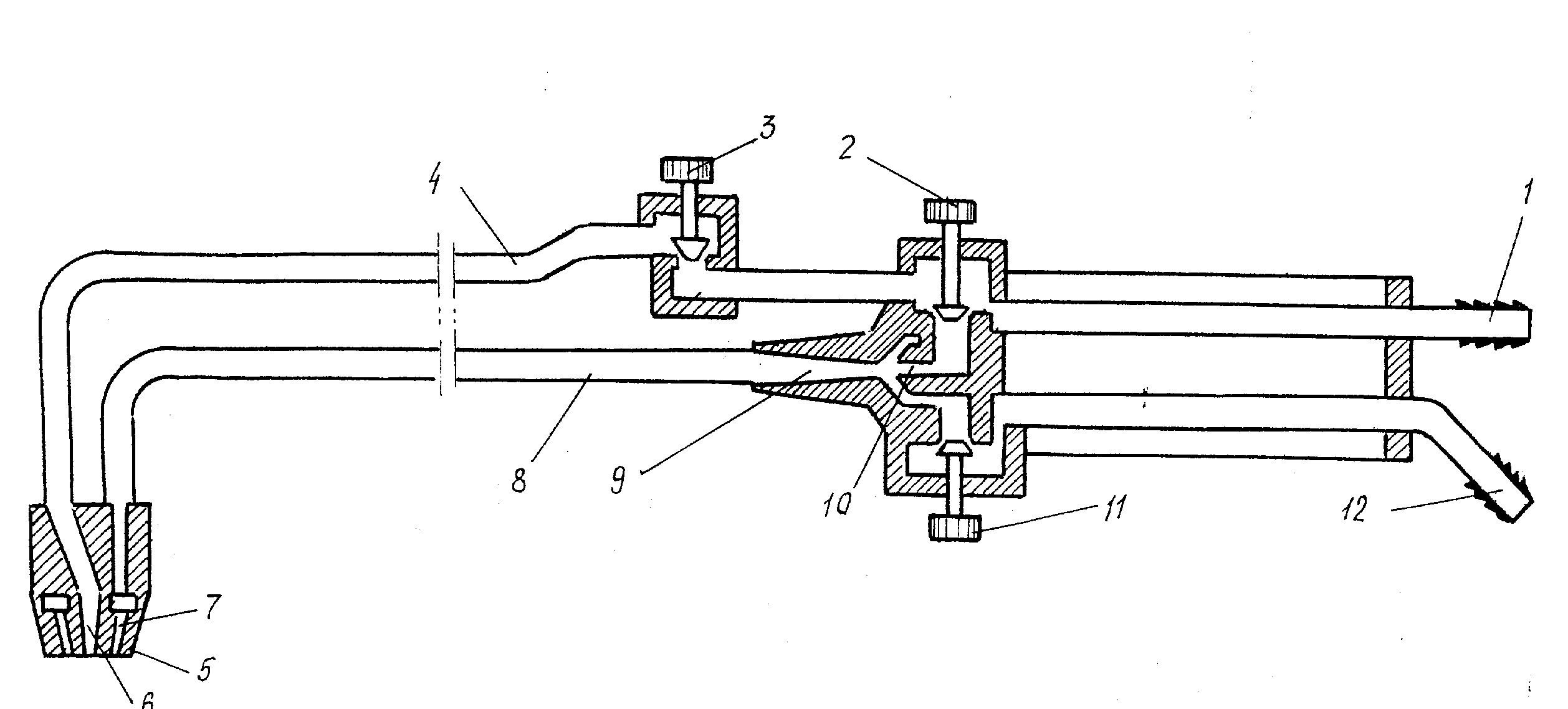
Види газових різаків
Газові різаки бувають різного типу: ацетиленовими, пропановими і працюють на замінниках газу або рідкому пальному. Конструкція виробів включає в себе рукоятку, ніпелі, до яких кріпляться газові рукави, корпус, інжектор, змішувальну камеру, трубку, головку газового різака і трубку з вентилем. Газова зварювання металів та її якість залежать від того, наскільки добре підібраний саме різак. Суть її роботи в наступному: з балона кисень надходить у редуктор, рукав, після чого потрапляє в корпус – тут різак розгалужується на два канали. Частина кисню проходить через вентиль і направляється в інжектор. Звідси газ виходить з великою швидкістю, причому під час цього процесу підсмоктується горючий газ. При з'єднанні з киснем він утворює горючу суміш, яка направляється в простір між мундштуками і згоряє. Як наслідок, з'являється підігріває полум'я. Кисень, який прямував по другому каналу, виходить в трубку, за рахунок чого утворюється ріжуча струмінь. Саме він обробляє ділянку металу.

Технологія газового різання
Основний інструмент, застосовуваний для газового різання – газовий різак. Він виконує одночасно декілька функцій:
- бере участь в процесі обчислення пропорцій суміші кисню і газів;
- відповідає за займання газу;
- регулює подачу кисню.
Газова порізка металу відноситься до термічних методів обробки. Її застосування можливо для розкрою металевих заготовок різної товщини з найвищою продуктивністю. Дана технологія енергонезалежна – газорізка повністю автономна, завдяки чому її застосування можливо практично при будь-яких умовах. Цей нюанс часто виручає при необхідності проведення розкрою і його неможливості через зовнішні причини. Проводити роботи із застосуванням газового різака можна навіть в польових умовах, далеко від житла, при повній відсутності електроенергії.
Процес газорізкі при професійному виконанні не викликає складнощів:
- металева заготовка нагрівається по заданому контуру шляхом впливу на нього ацетилено-кисневого полум’я;
- на підготовлений матеріал направляють струмінь газу під тиском;
- під дією полум’я заготівля нагрівається;
- під впливом кінетичної енергії струменя знищуються отримані оксиди.
Головна вимога для стабільності газового різання металу – висока потужність джерела тепла. Заготівля нагрівається до необхідної порога, метал, що згорає, виділяє величезну кількість теплової енергії.
Є кілька умов, які обмежують діапазон придатних до газорізання матеріалів:
- для обробки температура окислення металу повинна бути нижчою, ніж температурний режим плавлення;
- температура плавлення повинна бути вищою, ніж температурні значення утворених оксидів;
- матеріал повинен мати низьку теплопровідність;
- серед властивостей металу – хороша текучість оксидів.
У зв’язку з обмеженнями не всі метали можуть бути розрізані газом.
Для здійснення різання необхідно, щоб температура плавлення металу була вище температури його горіння в атмосфері кисню (в іншому випадку метал буде плавитися і перейде в рідкий стан до різання), температура плавлення шлаків була нижча за температуру горіння металу в атмосфері кисню (виділення шлаків повинно відбуватися в рідких стані), кількості теплоти, що виділяється при різанні, було достатньо для підтримки безперервного процесу, а теплопровідність металу не була надмірно високою і сприяла сохр рівняно теплоти на поверхні різу.
Газокисневе різання ведеться з використанням металів і їх сплавів, які горять в струмені технічно чистого кисню. Такий тип різання виконується двома способами – розділово або поверхнево. Перший спосіб дозволяє вирізати заготовки, розкроїти метал, обробити кромки шва під зварювання. За допомогою поверхневої різання знімається поверхневий метал, розправляються канавки, видаляються поверхневі дефекти. Така процедура виконується на основі спеціальних різаків.
Газове зварювання – процес, що вимагає уважного ставлення. Небезпечні ситуації можуть виникнути в декількох випадках:
- Зварювання не можна проводити поруч з вогненебезпечними та легкозаймистими матеріалами (бензином, гасом, клоччям, стружкою).
- Якщо зварювання виконується в замкнутому просторі, робочим слід періодично виходити на свіже повітря.
- Роботи повинні проводитися в добре провітрюваних приміщеннях.
- Якщо проводиться газополум'яна обробка металу, приміщення повинно вентилюватися, щоб віддалялися шкідливі гази.
- Різання та зварювання проводяться на відстані до 10 м від перепускних рамп, ацетиленових генераторів.
- Секції завантажувальних коробок не повинні переповнюватися карбідом.
- Корпус генератора постійно повинен бути наповнений потрібною кількістю води.
- Заборонено працювати з балоном кисню, тиск якого нижчий норми.
- Полум'я пальника прямує в бік, протилежний джерелу газопитания.