7.1. Основні технологічні особливості зварювання під флюсом
Зварювання під шаром флюсу — один із різновидів зварювання плавленням, відноситься до термічного класу.


Для автоматичного дугового зварювання під флюсом використовують непокритий електродний дріт і флюс для захисту дуги та зварювальної ванни від повітря. Подача та переміщення електродного дроту механізовані. Автоматизовано процеси запалювання дуги та заварки кратера наприкінці шва.
Загальна інформація
Автоматична дугова зварювання під шаром флюсу - це технологія, суть якої нічим не відрізняється від класичного дугового зварювання. Метал плавиться із-за високої температури, яка формується завдяки електричній дузі. Нижче зображена схема автоматичною дуговий зварювання під флюсом.

Відмінність автоматичного зварювання від будь-якої іншої полягає лише в тому, що більшість процесів виконуються не вручну, а за допомогою спеціальних верстатів. Наприклад, подання дроту і рух дуги. Ну а в нашому конкретному випадку усі ці операції робляться під шаром флюсу, нанесеного на поверхню металу.
Сфера застосування
Автоматична наплавлення під флюсом застосовується у багатьох сферах. З її допомогою можна організувати швидке великосерійне виробництво, у тому числі конвеєрне. З цієї причини ця технологія незамінна при зборці кораблів, виробництві великогабаритних труб і місткостей для нафтопереробної галузі. Автоматичне зварювання забезпечує високу якість швів, тому завоювала свою повагу в таких відповідальних галузях.
У процесі автоматичного зварювання під флюсом дуга горить між дротом та основним металом. Стовп дуги та металева ванна рідкого металу з усіх боків щільно закриті шаром флюсу товщиною 30 — 35 мм. Частина флюсу розплавляється, у результаті чого навколо дуги утвориться газова порожнина, а на поверхні розплавленого металу — рідкі шлаки. Для зварювання під флюсом характерно глибоке проплавлення основного металу. Дія потужної дуги й досить швидкий рух електрода уздовж заготівлі обумовлюють відтискування розплавленого металу убік, протилежну напрямку зварювання. У міру поступального руху електрода відбувається затвердіння металевої й жужільної ванн із утворенням звареного шва, покритого твердою жужільною кіркою. Дріт подають у дугу й переміщають її уздовж шва за допомогою механізмів подачі та переміщення. Струм до електрода надходить через кабель.

Дугове зварювання під флюсом виконують зварювальними автоматами, зварювальними головками або самохідними тракторами, що переміщаються безпосередньо по виробу. Призначення зварювальних автоматів — подача електродного дроту в дугу і підтримка постійного режиму зварювання протягом усього процесу. Автоматичне зварювання під флюсом застосовують у серійному та масовому виробництвах, для виконання довгих прямолінійних і кільцевих швів у нижнім положенні на металі товщиною 2 — 100 мм. Під флюсом зварюють метали різних класів. Автоматичне зварювання широко застосовують при виготовленні казанів, резервуарів для зберігання рідин і газів, корпусів судів, мостових балок й інших виробів.
Цей вид зварювання є одним з основних ланок автоматичної ліній для виготовлення зварних автомобільних коліс і станів для виробництва зварених прямошовних і спіральних труб.
Основні переваги дугового зварювання під флюсом перед РДС полягають у наступному.
Продуктивність процесу зварювання підвищується в 5 -20 разів завдяки великій силі зварювального струму (до 2 кА) і безперервності процесу. Застосування непокритого електрода і підведення струму до нього через мундштук дозволяють скоротити відстань між мундштуком і дугою. Зменшення цієї відстані забезпечує можливість підвищення сили зварювального струму в порівнянні з ручного дугового зварювання.
Щільний флюсовий захист зварювальної ванни знижує розбризкування і чад розплавленого металу (до 2 ... 5%) і дозволяє більш повно використовувати теплову енергію дуги - з ККД 0,90 ... 0,95% при коефіцієнті наплавлення 18 ... 20 г / (А ч). Збільшення сили струму забезпечує можливість зварювання металу товщиною до 20 мм за один прохід без оброблення крайок.
Підвищення якості та стабільності властивостей зварного шва при дугового зварювання під флюсом обумовлено:
- низькою температурою плавлення шлаку;
- порівняно повільної кристалізацією металу в зварювальній ванні і повільним охолодженням зварного шва;
- інтенсивним раскислением і легированием розплавленого металу.
Собівартість зварювання одного погонного метра шва під флюсом менше, ніж при РДС.
До недоліків дугового зварювання під флюсом відносяться обмежена маневреність зварювальних автоматів, можливість виконання зварювання головним чином в нижньому положенні і можливість зварювання криволінійних швів тільки в напівавтоматичному режимі.
Зварювальні матеріали.
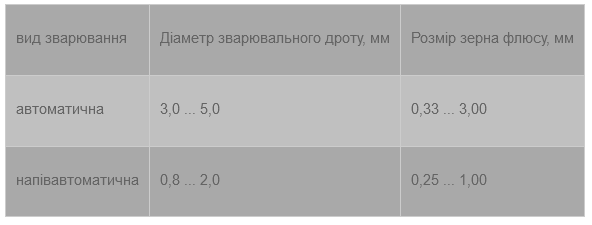
Марку зварювального дроту і її діаметр (табл. 1) вибирають в залежності від хімічного складу зварюваного матеріалу. Для зварювання сталей використовують зварювальний дріт, що випускається по ГОСТ 2246-70 *. Дріт поставляється в бухтах масою до 80 кг, на котушках і касетах. Для зварювання алюмінію і його сплавів застосовують зварювальний дріт, відповідну ГОСТ 7871-75 *. Мідь і її сплави зварюють дротом, що випускається відповідно до ГОСТ 16130-78 *.
Зварювальні флюси необхідні для ізоляції зварювальної ванни від атмосфери, стабілізації дугового розряду, формування поверхні зварного шва і отримання заданого складу і певних властивостей у наплавленого металу.
Рекомендації по вибору зварювального дроту і флюсу
За призначенням розрізняють флюси для зварювання низьковуглецевих, низьколегованих, легованих і високолегованих сталей, кольорових металів та їх сплавів, по методу виготовлення - плавлені та керамічні флюси
Флюси, використовувані при зварюванні низьковуглецевих і низьколегованих сталей, призначені для розкислення і легування наплавленого металу марганцем і кремнієм.
Флюси, що застосовуються при зварюванні легованих і високолегованих сталей, повинні забезпечувати мінімальне окислення легуючих елементів в зварному шві. Для цього використовують плавлені та керамічні низькокремнистий, бескремністие і фторидні флюси.
Легування металу шва в разі застосування плавлених флюсів (див. Табл. 2.10) здійснюється марганцем, одержуваних в результаті розкладання його оксидів при високих зварювальних температурах.
Легування за допомогою керамічних флюсів здійснюється в результаті прямого переходу легуючих елементів з феросплавів в зварювальну ванну.
Флюси для зварювання алюмінію і його сплавів, легкоплавкі і хімічно нейтральні по відношенню до рідкого металу зварного шва, повинні мати малу щільність. У промисловості використовуються флюси на основі фторидів і хлоридів лужних металів, що володіють електричну провідність і дозволяють отримувати з'єднання способом, званим зварюванням по флюсу.
Для запобігання утворенню пір в зварному шві вологість флюсів повинна становити 0,05 ... 0,1 %. Тому перед застосуванням флюси рекомендується просушувати в печах при температурах Ю0 ... 900 ° С.
Відео - обладнання для зварювання балок