Теоретичний матеріал до теми 7. Лекція 12 (продовження) "Вимірювальні прилади з важільно-зубчастою передачею. Конструкція та принцип дії. Особливості конструкції і застосування індикаторних та важільних скоб"
1 Індикаторна скоба
2 Важільна скоба
2. Важільна скоба
Вимірювальні прилади з важільно-зубчастою передачею широко застосовуються в практиці технічних вимірювань і в більшості їх точність вимірювання є вищою за точність вимірювання приладами із зубчастою передачею. До приладів з важільно-зубчастою передачею належать важільний мікрометр, важільна скоба (рис. 2.1), важільно-зубчастий індикатор, мікромір
Важільна скоба (рис.2.1, а і б) належить до вимірювальних засобів з відліковим пристроєм і є типовим зразком важільно-зубчастих вимірювальних приладів, у яких поєднано важільні і зубчасті передачі. Важільна скоба призначена для вимірювання зовнішніх розмірів відносним методом (методом порівняння з мірою). Абсолютним методом можна вимірювати деталі, розміри яких не виходять за межі вимірювання за шкалою приладу
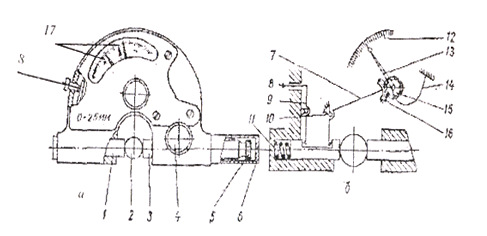
Рисунок 2.1 - Важільна скоба: а - загальний вигляд скоби; б - схема скоби; 1 - рухома п’ятка; 2 - вимірювана деталь; 3 - нерухома п’ятка; 4 - стопорний пристрій;
5 - гвинт; 6 - захисний ковпачок; 7 - двоплечий важіль; 8 - відвідна кнопка (аретир): 9 - відвідний важіль; 10 - шарнір; 11 - пружина; 12 - шкала; 13 - стрілка;
14 - пружина; 15 - зубчасте колесо; 16 - зубчастий сектор; 17 - покажчики меж поля допуску (граничних відхилень)
Вимірювальними поверхнями скоби є торцеві поверхні п’яток 1 і 3. П’ятка 3 після встановлення скоби на заданий розмір фіксується стопорним пристроєм 4 і в процесі вимірювання залишається нерухомою. П’ятка 1 мас виріз (рис. 2.1, б), до однієї з стінок якого притискується кінець малого плеча нерівноплечого важеля 7. До другої стінки вирізу підведено кінець важеля 9, з допомогою якого можна відвести рухому п’ятку 1, натискуючи на кнопку (аретир) 8 і тим самим змушуючи важіль повертатися навколо опори. Пружина 11 повертає п’ятку у початкове положення і створює вимірювальне зусилля при вимірюванні. На кінці більшого плеча нерівноплечого важеля 7, що може повертатися навколо осі шарніра 10, нарізано зубчастий сектор 16, який перебуває в зачеплені з зубчастим колесом 15. На одній осі з колесом 15 закріплено стрілку 13, що переміщується відносно шкали 12. Пружина 14, яку також закріплено на одній осі з колесом 15, забезпечує однопрофільне зачеплення зубчастого колеса 15 і зубців сектора 16
Перед початком вимірювань скобу потрібно встановити на нуль за блоком кінцевих мір довжини, розмір якого дорівнює номінальному розміру вимірюваної деталі, або за еталонною деталлю. Для цього слід відгвинтити захисний ковпачок 6, ввести між вимірювальні поверхні п'яток 1 і 3 блок кінцевих мір чи еталонну деталь і переміщувати гвинт 5 доти, доки стрілка 13 співпаде з нульовою позначкою шкали 12. Після цього стопорним пристроєм 4 фіксують положення п’ятки 3, нагвинчують захисний ковпачок 6 і приступають до вимірювань. Для цього натисканням на кнопку (аретир) 8 відводять рухому п’ятку 1, між вимірювальні поверхні п’яток 1 і 3 вводять вимірювану деталь 2, плавно відпускають кнопку 8 і спостерігають за показом приладу. Відхилення стрілки від її нульового положення засвідчує відхилення розміру від заданого (від установочного)
Дійсний розмір М вимірюваної деталі визначають як алгебричну суму розміру Н блока кінцевих мір (номінального розміру деталі), за яким було налагоджено на нуль скобу, і показів приладу Δ з урахуванням знаку відхилення стрілки, тобто: М = Н + Δ, мм,
де М - дійсний (виміряний) розмір деталі, мм;
Н - розмір блока кінцевих мір довжини, мм;
Δ - відхилення стрілки приладу від нульового її положення з урахуванням знаку цього відхилення, мм
Для зручності вимірювання великих партій деталей скоба обладнана покажчиками 17 меж поля допуску (граничних відхилень) вимірюваного розміру, які встановлюються спеціальним ключем, що додається до скоби. Для визначення відхилень форми деталі її вимірюють в кількох перерізах вздовж осі деталі і в кількох напрямах в поперек осі деталі
Важільні скоби застосовуються для вимірювання розмірів виробів з підвищеним ступенем точності і виготовляються з межами вимірювання 0...25, 25...50 і т.д. до 125...150 мм з ціною поділки шкали 0,002 і 0,005мм. Межі вимірювання за шкалою від ±0,08 до ±0,15мм