Бетонні та зб роботи
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Будівлі і споруди (ІІ семестр) |
| Книга: | Бетонні та зб роботи |
| Надруковано: | Гість-користувач |
| Дата: | неділя 14 грудня 2025 15:45 PM |
Зміст
- 1. Поняття бетон, залізобетон. Технологічний процес виконання бетонних та залізобетонних робіт.
- 2. Арматура: види, заготовлення та з’єднання арматурних елементів
- 3. Армування напруженою арматурою
- 4. Технологія приготування бетонної суміші.
- 5. Бетонування конструкцій. Улаштування робочих швів.
- 6. Догляд за бетоном, розпалублення
- 7. Контроль якості бетонних робіт
1. Поняття бетон, залізобетон. Технологічний процес виконання бетонних та залізобетонних робіт.
Бетон i залізобетон є основними матеріалами, які широко використовують у сучасному будівельному виробництві.
Переваги:
- високі фізико-механічні показники,
- їх довговічністю,
- можливістю виготовлення різноманітних будівельних конструкцій та архітектурних форм
- використанням здебільшого місцевих будівельних матеріалів з порівняно низькою собівартістю.
За способами виконання робіт бетонні та залізобетонні конструкції поділяють на:
- Збірні (виготовляють на заводах і полігонах, після чого транспортують на будівельний майданчик і встановлюють у проектне положення)
- Монолітні (споруджують безпосередньо на об'єкті)
- збірно-монолітні (складаються зі збірних елементів заводського виготовлення і монолітних частин, які об'єднують ці елементи в єдине ціле)
Комплексний процес зведення монолітних бетонних i залізобетонних конструкцій складається з:
- улаштування опалубки,
- армування конструкцій,
- бетонування конструкцій та витримування бетону в забетонованих конструкціях
- розпалублення,
- натягання арматури та ін'єкції каналів (при спорудженні попередньо напружених залізобетонних конструкцій)
- гідроізоляція поверхонь, що дотикаються грунтів
По закінченню кожного етапу цих робіт складають акт прихованих робіт.
Технологічний комплексний процес зведення монолітних бетонних та залізобетонних конструкцій включає процеси.:
заготівельні
транспортні
монтажно-укладальні (основні) -це встановлення опалубки, монтаж арматури чи арматурно-опалубних блоків, укладання і розігрівання бетону (в зимових умовах чи при необхідності прискорення процесу тверднення), догляду за бетоном, розбирання опалубки після досягнення бетоном потрібної міцності.
Опалубка — тимчасова допоміжна конструкція для забезпечення форми, розмірів й положення в просторі монолітної конструкції, що зводиться.
До складу опалубки входять щити (форми), які забезпечують форму, розміри і якість поверхні монолітної конструкції, риштовання для підтримування опалубних форм, помости для розміщення бетонувальників та елементи кріплення.
В опалубні форми вкладають бетонну суміш, де вона твердне до досягнення бетоном потрібної міцності. Після цього опалубку розбирають.
Опалубку розрізняють за такими ознаками:
за кількістю циклів використання :
- опалубка неінвентарна (застосовувана тільки один раз)
- інвентарна (багатооборотна);
за матеріалами, що використовують
- з дерева
- металу
- синтетичних матеріалів
- матеріалів на основі цементних в'яжучих
- комбінована;
за конструктивними особливостями:
- Індивідуальна
- Незнімна
- розбірно-переставна
- підйомно-переставна
- об'ємно-переставна
- блочна
- ковзна
- котюча
- пневматична
2. Арматура: види, заготовлення та з’єднання арматурних елементів
Арматура — стальні круглі стержні, прокатні профілі, дріт, а також вироби з них, що розміщують у бетоні для сприйняття розтягуючих і знакозмінних сил, а в деяких випадках і стискуючих.
Арматурні вироби можна класифікувати:
— по матеріалу — стальні і неметалеві
— по технології виготовлення — гарячокатана стержнева арматура діаметром 6...90 мм, холодно-тягнута кругла дротяна діаметром 5...8 мм у вигляді звичайного дроту або канатів чи пасм (жмутів);
— по профілю — кругла гладка й періодичного профілю, прокатні профілі;
— по принципу роботи в конструкції — напружена й ненапружена;
— по призначенню — робоча, розподілююча, монтажна;
— по способу виготовлення — штучні стержні, сітки, каркаси — плоскі й просторові.
Особлива група — жорстка арматура у вигляді таврових балок та інших прокатних профілів, використовується в основному для армування каркасів висотних будинків та споруд. Інша особлива група — дисперсна арматура у вигляді рубленого високоміцного дроту або скловолокна, азбесту, використовується для тонкостінних конструкцій та при підсиленні конструкцій під час реконструкції.
— за механічними характеристиками: А-I, A-II, A-III, A-IV, A-V та вище. Для кожного класу характерний свій профіль та марка сталі, з якої арматура виготовляється.
На кінцях арматурні стержні пофарбовані у відповідний колір: для сталі A-IV і Ат-IV — червоний, для сталі Ат-V — синій, для сталі Ат-VI — зелений, для сталі Ат-VII — жовтий тощо.
Гарячокатана сталь може бути обробленою в холодному стані:
волочінням,
холодним сплющуванням
силовою обробкою (витягування).
Тоді в позначенні класу арматури з'являється літера «В», наприклад, А-IVВ, А-IIIВ тощо.
Якщо зміцнювання арматури виконується термічним шляхом, в позначенні з'являється літера «т»: Ат-II, Ат-III тощо.
Арматурний дріт буває двох класів:
В-1 — холоднотягнутий низьковуглецевий для ненапруженої арматури;
В-2 — високоміцний, призначений для напруженої арматури.
На будівельний майданчик стержневу арматуру поставляють пучками по 5 т, дріт — в мотках (бухтах) по 80...100 кг. Зберігають арматурні вироби на складах роздільно по марках, стержнях, діаметрах, партіях сталі тощо.
За призначенням розрізняють арматуру:
- робочу, яка сприймає зусилля, що виникають у залізобетоні від дії навантажень;
- розподільну, яка забезпечує рівномірний розподіл навантажень між робочими елементами і забезпечує їхню спільну роботу;
- монтажну, використовувану для з'єднання окремих стержнів в арматурний каркас;
- хомути, які сприймають зусилля, що з'являються в балках біля опор.
У попередньо напружуваних монолітних конструкціях робочу арматуру піддають попередньому натягу; таку арматуру називають напружуваною.
Арматурні роботи включають:
- заготівлю арматури (правлення, очищування, різання, гнуття, виготовлення з арматурної сталі окремих стержнів);
- складання арматурних сіток та каркасів зварюванням чи зв'язуванням з окремих стержнів; установку арматури в проектне положення.
У сучасному будівництві в'язка арматурних каркасів використовується дуже рідко й в особливих випадках. Зварювання ж забезпечує високу якість та продуктивність, економію металу, знижує вартість та трудомісткість процесу.
Зварювання може виконуватися:
— на контактних стикових машинах — безперервним оплавленням, коли не потрібно обробляти торці стержнів, або оплавленням з підігріванням (d=50 мм та більше);
— на машинах для контактного точкового зварювання — для утворення хрестоподібного пересічення під час збирання каркасів та сіток; одночасно з таким зварюванням відбувається стиск стержнів, що зварюються, в результаті отримується необхідна осадка (товщина)
— дуговим способом — універсальний метод, який може застосовуватись майже для всіх випадків арматурних виробів. Під час монтажу завжди для дугового зварювання використовують зварювальні апарати перемінного або постійного струму; використовуються стержневі електроди діаметром від 1 до 12 мм, довжиною 450 мм з товстою обмазкою, наприклад, типу Е-42Ф, Е-46Т, Е-50А. Цифра після букви Е вказує на міцність наплавленого металу, який отримується з електроду даного типу. Буква А означає, що електрод надає підвищені пластичні якості наплавленому металу. Буква Т або Ф вказує на тип покриття електроду (Т — рутилове (Т і О2), Ф — фтористокальційове).
Зберігати електроди треба у сухих приміщеннях. Якщо електроди зберігалися довгий час, їх перед вживанням треба просушити або прокалити, щоб вилучити вологу з обмазки.
Перед зварюванням арматурні стержні збирають у кондукторі, виконуючи їх стиковку на накладках або внапуск.
Зварювання окремих стержнів може виконуватися:
— внапуск, з одним або двома фланговими швами, без накладок та з однобічними й двобічними накладками, загальна довжина зварювальних швів при цьому має бути не менша ніж 10 діаметрів арматури, висота шва — не менша 4 мм, ширина — 10 мм
— ванне зварювання — для стикування стержнів діаметром більше 20 мм, використовують підкладки сталеві або мідні форми; зварювання може вестись одним або декількома (3...4) електродами, метал у ванні або формі застигає й утворює шов;
— ванношовне зварювання (d=36...80 мм) — сталеву підкладку роблять видовженою, після утворення ванного шва фланговими швами приварюють підкладку до стержня;
— електрошлакове зварювання — стержні, що стикуються, укладаються в мідну форму так, щоб між кінцями утворився невеликий зазор, куди вводиться пластинчастий електрод. Форму та зазор попередньо заповнюють флюсом; дуга, що виникає між електродами, спочатку розплавляє флюс, потім з розплавленого металу та стержнів утворюється ванна, що зверху закрита шлаком.
Особлива увага приділяється вивіренню арматури по відношенню до опалубки, приданню необхідного захисного шару бетону. Захисний шар бетону забезпечує арматуру від корозії, підвищує термін її роботи, впливає на довговічність залізобетонних конструкцій.
Товщина шару визначається нормами й складає:
— для фундаментів, що бетонуються на підготовці, — не менше 35 мм;
— те ж саме, без підготовки — не менше 70 мм;
— в колонах та балках при діаметрі арматури до 20 мм — не менше 20 мм;
— те ж саме, при діаметрах більших 20 мм — не менше 30 мм;
— при армуванні фасонним прокатом масивних конструкцій — 150 мм;
— в плитах завтовшки до 100 мм — 15 мм;
— те ж саме, до 50 мм — не менше 10 мм.
Відстань між стержнями арматури має бути не менше діаметра арматури, але не менше 25 мм внизу каркаса та 30 мм — вверху. Для забезпечення необхідної товщини захисного шару в конструкціях арматурних каркасів передбачаються спеціальні упори або окремі поперечні стержні, які спираються на опалубку, фіксуючи становище арматури. Це можна робити, коли конструкція буде знаходитись у сухих умовах. В інших випадках захисний шар встановлюється за допомогою бетонних і пластмасових фіксаторів, які прив'язують або надівають на арматурні стержні.
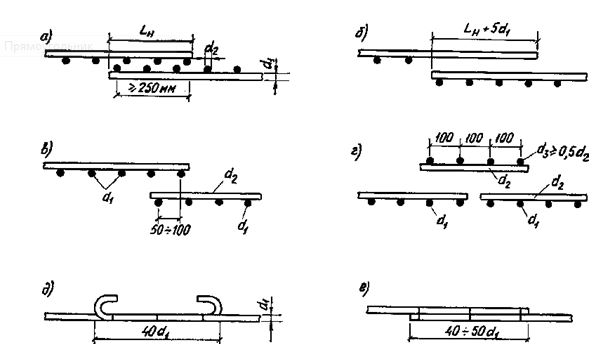
Стики робочої арматури діаметром до 32 мм у зварних і в'язаних сітках та каркасах виконують внапуск без зварювання. Довжину напуску приймають 35...50 діаметрів залежно від діаметру арматури, класу арматурної сталі, а також місця розташування стиків
При діаметрі стержнів 32...40 мм такі стики не рекомендуються, а більше 40 мм — не допускаються.
При стикуванні зварених сіток з круглих гладких стержнів у кожній сітці в межах стика повинно бути розташовано не менше двох поперечних стержнів. При стикуванні сіток з стержнів періодичного профілю приварка поперечних стержнів в межах стика не обов'язкова, але в цьому випадку довжину напуску збільшують на п'ять діаметрів.
Стики стержнів у неробочому напрямку (поперечні монтажні стержні) виконують з напуском 50 мм при діаметрі розподіляючих стержнів до 4 мм і 100 мм при діаметрі більше 4 мм
При діаметрі робочої арматури 16 мм і більше зварені сітки у неробочому напрямку вкладають упритул одну до одної і перекривають стик стиковими сітками з перепуском у кожний бік не менше 15 діаметрів розподіляючої арматури, але не менш 100 мм
Зварні сітки у неробочому напрямку можна вкладати без напуску (впритул) і без додаткових стикових сіток: при укладанні зварених полосових сіток у двох взаємноперпендикулярних напрямках, коли у місці стика є додаткове конструктивне армування у напрямку розподіляючої арматури.
Стики робочих стержнів виконують дуговим зварюванням при їх діаметрі не менш 8 мм. Стержні діаметром до 18...20 мм збирають за допомогою накладки або внапуск. Можна також виконувати стик приваркою стержнів сіток і каркасів до спільної сталевої полоси. Загальна довжина флангових швів на кожному стержні повинна бути не менш 10 діаметрів арматури.
З'єднання стержнів діаметром більше 18...20 мм виконують ванним способом.
Приймання змонтованої арматури виконується комісією й оформлюється актом на приховані роботи
Залежно від виду споруджуваних конструкцій арматурні сітки i каркаси встановлюють до, або після влаштування опалубки. Арматурні елементи з'єднують електрозварюванням.
3. Армування напруженою арматурою
Попереднє напруження використовують в монолітному залізобетоні при зведенні великопрогонових рам, ферм, балок, контурних елементів оболонок, стінок резервуарів тощо.
Для цієї мети вживаються такі вироби:
— стержньова високоміцна арматура пріодичного профілю діаметром до 40 мм, зміцнена витягуванням в холодному стані (класу А-IV) і термічно зміцнена (класів Ат-IV, Ат-V, Ат-VI, катана Атк й дротова В-II або Вр-II);
— арматурні пасма та канати (з дротин звиваються пасма, а з пасм канати), що не розкручуються, виготовлені з високоміцного дроту діаметром 1,5...5 мм. Пасма класу П-5, П-7 і П-19 звиваються з 5, 7 або 19 дротин d=4,5...15 мм. Канати, наприклад, з трьох або шести пасм (К 3х7, К 6х19) постачаються у бухтах або намотаними на котушки; довжина їх не менше як 200м. Перед розрізуванням на ділянки потрібної довжини кінці пасм та канатів закріплюються залізними кільцями;
— дротяні пасма — з високоміцного дроту (гладкого чи періодичного) з 14, 18 або 24 дротин з гільзо-стержневими анкерами. Кінці стержнів або анкерів повинні бути прилаштовані для їх захвата натяжним пристосуванням (спеціальними домкратами подвійної дії). Напружене армування виконується двома способами: натягуванням напруженої арматури на упори і на бетон конструкції.
Натягування напруженої арматури на упори використовується при виготовленні збірних залізобетонних виробів в умовах заводу. Арматуру натягують на упори форм і бетонують виріб. Після набору бетоном необхідної міцності арматуру біля упорів відрізають і конструкцію знімають з форми (опалубки). Натягування арматури виконують, в основному, електротермічним способом.
Натягування напруженої арматури на бетон конструкції виконують в умовах будівельного майданчика. Спочатку бетонують конструкцію, потім на бетон, який набрав проектну міцність, виконують натягування арматури. Натягування арматури може виконуватися і після укрупненого збирання конструкції для її попереднього напруження. Для цього при бетонуванні конструкції в ній улаштовують спеціальні канали за допомогою каналоутворювачів у вигляді гумових рукавів або сталевих шлангів з дротяним сердечником. Після бетонування й тужавіння бетонної суміші (через 3...4 години) каналоутворювачі витягують з конструкції (за винятком рукавів). Щоб вони не зчепилися з бетоном, їх періодично через кожні 15...20 хвилин повертають навкруг вісі.
Після набору бетоном необхідної міцності в канали вводять арматуру й виконують її напруження. Основні методи напруження арматури в умовах будівельного майданчика: механічні, в ряді випадків — електротермічні.
Механічний спосіб натягнення арматури на бетон здійснюється за допомогою гідравлічних домкратів одиночної та подвійної дії, наприклад, СМЖ-81, СМЖ-82, СМЖ-84, ДГ-100-2, ДГ-200-2 Напруження виконується ступенями до отримання тиску на 5 % вище проектного. Після цього тиск знижується до проектного. Цей тиск підтримується до моменту закріплення арматури на конструкції. Контролюють натяг арматури по подовженю арматурних стержнів або пасм і по показанням манометру. Від точності натягу арматури залежить ступінь попереднього напруження бетону і надійність роботи конструкції при експлуатації. Домкрат може встановлюватися з одного або двох боків конструкції, якщо довжина пасма або канату перевищує 10 м. Після натягування, контролю та закріплення арматурного виробу в канал нагнітають (ін'єцюють) цементний розчин, який виготовлено на безосідному або розширному цементі. Закріплення окремих дротин здійснюється цанговими і клиновими зажимами або груповими анкерними колодками, а пасм і канатів — гільзовими анкерами
Безперервне армування конструкцій (силосів, резервуарів, димарів) високоміцним дротом виконується також найчастіше механічним способом за допомогою спеціальних навивних машин. Автоматична навивна машина АНМ-5 працює від електродвигуна, закріпленого на нижньому візку. На ньому також закріплений механізм натягування. Після навивання дротяну арматуру захищають шаром торкрет-бетону.
Електротермічний спосіб застосовують на будівельному майданчику без попереднього улаштування каналів і їх ін'єктування в конструкцію, яку напружують. Для цього арматуру покривають термореактивною пластмасою, вкладають в опалубку і конструкцію бетонують. Після досягнення бетоном необхідної міцності через арматуру пропускають електричний струм, вона нагрівається, пластмаса розплавляється при температурі 60оС і не перешкоджає температурному подовженню арматури. За деякий час при температурі близько 300оС відбувається незворотний процес полімерізації пластмаси, яка надійно зчеплює арматуру з бетоном. Після схолонення арматура скорочується і стискує бетон. При цьому не треба створювати канали в конструкції, а потім їх ін'єцювати; також значно знижуються витрати на долання тертя арматури в каналах.
4. Технологія приготування бетонної суміші.
Повторити з дисципліни "Будівельне матеріалознавство"
Приготування бетонної суміші виконують залежно від конкретних організаційних умов в автоматизованих установках, в автобетонозмішувачах, що завантажені сухими віддозованими компонентами на бетонних заводах, а також в окремо поставлених бетонозмішувачах.
Транспортування бетонної суміші від бетоноприготувальних заводів чи установок до будівельного майданчика звичайно виконують в автосамоскидах, автобетоновозах i автобетонозмішувачах.
5. Бетонування конструкцій. Улаштування робочих швів.
Подавання бетонної суміші в межах будівельного майданчика виконують крани в баддях, бетононасоси, бетоноукладачи з стрічковими конвейєрами, вібраційними установками та пневмонагнітачами.
Технологія укладання бетонної суміші залежить від виду, розмірів i положення конструкцій, кліматичних умов, устаткування, енергетичних ресурсів, властивостей суміші. Під час укладання бетонної суміші в опалубку її розподіляють, як правило, горизонтальними шарами однакової товщини, що забезпечує рівномірне ущільнення бетону.
Ущільнення бетонної суміші забезпечує щільність і однорідність бетону і, як наслідок, його міцність і довговічність. Як правило, бетонну суміш ущільнюють вібруванням протягом З0...100с. Під дією вібрації суміш розріджується, з неї видаляється повітря; при цьому опалубна форма щільно заповнюється
Для забезпечення монолітності бетонувати конструкцію бажано безперервно. Укладання наступного шару бетонної суміші допускається до початку схоплювання бетону попереднього шару. Але це можливо лише при незначних обсягах робіт і в порівняно простих конструкціях. У всіх інших випадках перерви в бетонуванні неминучі. При необхідності влаштування перерв в бетонуванні конструкцій вдаються до так званих робочих швів.
Робочим швом називають площину стику між затверділим і новим (свіжоукладеним) бетоном, утворену через перерви в бетону ванні. Робочий шов утворюється в тому випадку, коли подальші шари бетонної суміші укладають на повністю затверділі попередні. Зазвичай відбувається це при перервах в бетонуванні від 7 годин.
Робочі шви є ослабленим місцем, тому їх повинні влаштовувати в перетинах, де стики старого і нового бетону не можуть негативно впливати на міцність конструкції.
Робочі шви допускаються при бетонуванні :
- колон – на рівні верху фундаменту, низу прогонів, балок і підкранових консолей, вверху підкранових балок, низу капітелей колон безбалкових перекриттів;
- балок великих розмірів, монолітно сполучених з плитами – на 20 … 30 мм нижче позначки нижньої поверхні плити, а при наявності в плиті вутовів – на позначці низу вута плити;
- плоских плит – в будь-якому місці паралельно меншій стороні плити;
- у випадку ребристих перекриттів можливі два випадки – якщо бетонування йде в напрямку, паралельному другорядним балкам, робочий шов допускається в межах середньої третини прольоту балок; при бетонуванні в напрямку, паралельному головним балкам (прогонам) – в межах двох середніх чвертей прольоту балок і плит;
- у випадку окремих балок – в межах середньої частини прольоту балок, в напрямі, паралельному головним балкам і прогонам, в межах двох середніх чвертей прольоту прогонів і плит;
- у випадку масивів, арок, склепінь, бункерів, мостів, інших складних інженерних споруд і конструкцій – у місцях, зазначених в проектах.
Для надійного зчеплення бетону в робочому шві поверхню раніше покладеного бетону ретельно обробляють: край схопленого бетону очищають від цементної плівки і оголюють великий заповнювач, протираючи дротяними щітками; продувають стисненим повітрям і промивають струменем води.
Очищену поверхню стику перед початком бетонування(коли проводиться підготовка до укладання бетону) покривають цементним розчином, який має такий же склад, як бетонна суміш, що буде укладатися.
6. Догляд за бетоном, розпалублення
Догляд за бетоном здійснюють у початковий період його тверднення і повинен забезпечувати: підтримання волого-температурних умов тверднення; запобігання виникненню значних температурно-усадочних деформацій і тріщин; оберігання бетону, що твердне, від ударів, струшувань, що може погіршити його якість. При цьому здійснюють заходи, що запобігають збезводнюванню бетону, а також передаванню на нього зусиль і струшувань.
Строки початку розбирання опалубки залежать від досягнення бетоном потрібної міцності. Бічні поверхні розбирають, якщо міцність бетону забезпечує непошкодження його поверхні під час розбирання опалубки (24...72 год). Підтримувальні конструкції опалубки прольотних конструкцій (плит, балок, прогонів) розбирають при досягненні бетоном міцності 70... 100 % залежно від фактичного навантаження на конструкцію і її прольоту.
7. Контроль якості бетонних робіт
Контроль якості бетонних та залізобетонних робіт повинен складатися з перевірки:
- якості арматури та складових бетонної суміші, а також умов їх зберігання;
- роботи бетонозмішувальних вузлів, їх дозуючих пристроїв та бетонного господарства в цілому;
- готовності блоків та частин споруд до бетонування ( підготовка основи, встановлення опалубки, лісів та підмостків, арматури та закладних частин);
- якості бетонної суміші при її приготуванні, транспортуванні та укладанні;
- правильності догляду за бетоном, термінів розпалублювання, а також часткового та повного навантаження конструкцій;
- якості забетонованих конструкцій;
- здійснення заходів по усуненню виявлених дефектів;
При контролі якості бетону перевіряють:
- відповідність фактичної міцності бетону в конструкції міцності, що вимагає проект, а також заданої в терміни проміжного контролю;
- показники морозостійкості та водонепроникності бетону за умови спеціальних вимог проекту.
Якість бетону на будівництвах систематично контролює лабораторія бетону і будівельних матеріалів.
Перш за все у місця укладання бетонної суміші необхідно систематично, не рідше двох разів на зміну, контролювати її рухливість. При відхиленні від заданих значень рухливості слід поліпшити умови транспортування бетонної суміші або відкоригувати її складу.
Для контролю за ущільненням бетонної суміші застосовують радіоізотопні густиноміри (ГОСТ 17623-72), принцип дії яких заснований на вимірюванні поглинання бетонної сумішшю гамма-променів. За допомогою радіоізотопних плотномеров визначають момент досягнення бетонною сумішшю максимальної об'ємної маси в процесі віброущільнення.
Контроль якості укладеного бетону полягає в перевірці відповідності його фізико-механічних характеристик вимогам проекту. Обов'язково перевіряють міцність бетону на стиск. бетон для дорожнього і аеродромного будівництва випробовують також на згин.
Бетон випробовують на міцність при осьовому розтягу, розтягу при згині, на морозостійкість і водонепроникність (щоб відповідав вимогам проекту).
Міцність при стисненні бетону перевіряють на контрольних зразках, виготовлених з проб бетонної суміші одного складу, відібраних після її приготування на бетонному заводі, а також безпосередньо на місці бетонування конструкцій.
Решта фізико-механічні характеристики бетону визначають за контрольними зразками, виготовленим з проб, відібраних на бетонному заводі.
Пробу бетонної суміші відбирають з одного випадкового замісу або з однієї транспортної ємності та з неї виготовляють одну або кілька серій (груп) зразків.
Проби не слід відбирати з перших і останніх змусив бетонної суміші, а також з двох сусідніх замісів.
Застосування неруйнівних методів є обов'язковим у випадках, коли визначення міцності бетону руйнівними методами неможливо.
Найбільш поширений з неруйнівних методів - ультразвуковий імпульсний метод визначення міцності бетону за допомогою спеціальної електронної апаратури (ГОСТ 17624-78) Цей метод заснований на порівнянні швидкості проходження ультразвукової хвилі в конструкції зі швидкістю її проходження в еталонних зразках, виготовлених і витриманих в таких же умовах, як і конструкція.
На кожному об'єкті, де виробляють бетонні роботи, необхідно незалежно від обсягу виконуваних робіт вести «Журнал бетонних робіт». У нього заносять такі дані: - кількість виконаних бетонних робіт по окремих частинах споруди; - Дата початку і закінчення укладання бетонної суміші (по конструкціях, блокам, ділянкам); - Задані марки бетону, робочі склади і показники рухливості або жорсткості бетонної суміші; - Способи ущільнення суміші (тип вібратора); - Дати виготовлення контрольних зразків бетону, їх число, маркування; - Терміни і результати випробування зразків; - Температура зовнішнього повітря під час бетонування; - Температура бетонної суміші при укладанні в зимовий час, as також при бетонуванні масивних конструкцій; - Тип опалубки і дати розпалублення конструкцій; - атмосферні опади.
Журнал підписують виконавець робіт і лаборант.
Приймання робіт. Конструктивні елементи і споруди, виконані з бетону, приймають тільки після набуття ними проектної міцності. Для цього їх здійснюють огляд в натурі і роблять контрольні виміри, а в необхідних випадках піддають виробничим або лабораторних випробувань.
Приймати конструкції, як правило, слід до затирання їх поверхонь.
Якість будівельних матеріалів, напівфабрикатів, деталей, готових конструкцій повинно підтверджуватися паспортами, сертифікатами та іншими документами виробників, а при необхідності - актами випробувань матеріалів на будівництві.
При прийняття споруди пред'являють приймальній комісії робочі креслення з нанесеними на них змінами, допущенньь ми в процесі будівництва, а при значних отступленіях- виконавчі креслення, документи про узгодження змін, журнали робіт, дані випробувань контрольних зразків бетону, акти на приховані роботи, складені перед укладанням бетонної суміші на роботи зі спорудження конструктивних елементів, що закриваються наступним виконанням робіт (підготовка »основ, гідроізоляція, виготовлення і установка арматури, установка закладних частин).