Тема 11. Системи автоматизованого проєктування технологічних процесів
| Сайт: | Дистанційне навчання КФКСумДУ |
| Курс: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Книга: | Тема 11. Системи автоматизованого проєктування технологічних процесів |
| Надруковано: | Гість-користувач |
| Дата: | четвер 25 грудня 2025 05:19 AM |
Опис
1 Тенденції сучасного машинобудування. Місце і роль САПР ТП у машинобудівному виробництві
2 Потреба і можливості автоматизованого проектування технологічних процесів
3 Функції та класифікація САПР
1. Тенденції сучасного машинобудування. Місце і роль САПР ТП у машинобудівному виробництві
Визначальними рисами сучасного машинобудування є постійне підвищення складності і якості виробів, збільшення номенклатури виробів, зменшення серійності їх виробництва, скорочення їх “життєвого циклу”, тобто часу знаходження виробів у виробництві до заміни їх новими, ефективнішими конструкціями.
Так, різноманітність об’єктів виробництва подвоюється кожні 10 років, їх складність (за числом елементів) подвоюється кожні 15 років, “життєвий цикл” виробів за останні 20 років скоротився утричі і нині не перевищує 0,5...5 років.
Вітчизняна і, особливо, зарубіжна практика останніх 15...20 років показала, що найважливішими напрямами інтенсифікації виробництва, підвищення його конкурентноспроможності є його комплексна автоматизація та підвищення гнучкості. Для традиційної технології таке поєднання - автоматизація і гнучкість несумісні. Однак величезні успіхи науки і техніки, передовсім в електроніці та мікропроцесорній техніці, дали змогу створити ефективні і надійні засоби технологічного оснащення (ЗТО): верстати і роботи з ЧПК, керовані ЕОМ. Саме на цій основі в цей період створена, успішно працює і розвивається так звана гнучка технологія.
Їй притаманні: високі продуктивність, точність, стабільність точності, а також технологічна гнучкість, тобто малі затрати часу і коштів на переналагодження, значне (на порядок) зменшення числа виробничників і поліпшення умов праці, спрощення технологічної підготовки виробництва (ТПВ) через використання універсальної або швидкопереналагоджуваної оснастки (затрати коштів і терміни ТПВ скорочуються у 2...3 рази).
Однак набутий досвід використання гнучкої технології показав, що найбільших успіхів можна досягти тільки за умови комплексної автоматизації всього виробничого процесу. Автоматизація повинна охоплювати і технологію, і технічну підготовку виробництва, і управління виробництвом. Саме такий напрям почав інтенсивно розвиватися з 1980-х років.
Він отримав назви:
- ГАВ - гнучкі автоматизовані (або інтегровані) виробництва (у нашій країні);
- СІМ – computer integrated manufacturing (за кордоном).
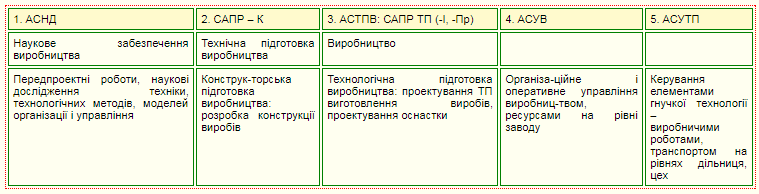
Взаємозв’язані підсистеми, які охоплює інтегроване виробництво, наведені в таблиці 1.
У зарубіжній практиці автоматизовані системи технічної підготовки виробництва і управлінням вириробництвом фігурують під назвою CAD/САМ – computer aided design / computer aided manufacturing.
Отже, САПР ТП – це важлива складова інтегрованого виробництва. На підприємствах, де ще немає інтегрованих систем, САПР ТП використовують як автономний засіб автоматизації ТПВ. Іноді на підприємствах обмежуються ще тільки окремими автоматизованими підсистемами низького рівня для розв’язку локальних технологічних задач (оформлення технологічної документації, нормування, розробка керуючих програм для верстатів з ЧПК).
Зазначимо, що поштовхом до розробки перших САПР ТП було створення в Масатчусетському технологічному інституті (США) в 1953-55 роках перших систем числового програмного керування металорізальними верстатами. Власне потреба комплексного підходу до автоматизації як виробництва, так і його інженерної підготовки зумовила цілком очевидну потребу в САПР ТП. Першими такими системами були системи автоматизованої підготовки керуючих програм для верстатів з ЧПК. Термін САПР вперше був використаний основоположником цього напрямку (керівником робіт по розробці систем ЧПК і САПР) Айвеном Сазерлендом в його лекціях, які він прочитав в Масатчусетському технологічному інституті на початку 60-х років.
Таблиця 1 – Підсистеми інтегрованого виробництва
2. Потреба і можливості автоматизованого проектування технологічних процесів
Чи є такою вже актуальною потреба в автоматизації проектування технологічних процесів? Машинобудівна практика відповідає на це ствердно. Тут визначаються три вагомі причини:
1) велика і постійно зростаюча трудомісткість проектних робіт;
2) нагальна вимога скорочення термінів ТПВ;
3) неможливість традиційними методами виявити оптимальні варіанти.
У підготовці виробництва проектні роботи, у першу чергу роботи, пов’язані з розробкою технологічних процесів та засобів технологічного оснащення, є найбільш складними і трудомісткими. Так, в середньому, на 1 найменування нових деталей треба розробити 15 аркушів формату А4 різної текстової документації (маршрутні й операційні карти, карти ескізів і налагодження, інструкції і под.) та 5 креслень оснастки. Трудомісткість ТПВ, наприклад, ковшового екскаватора складає близько 100тис.год., гусеничного трактора – 600тис.год. Це потребує відповідно 50 та 300 людино-років роботи технолога (з умови, що річний фонд роботи технолога становить біля 2000год.). Трудозатрати конструкторської підготовки виробництва на ці ж вироби склали відповідно 50 та 120тис.год. У той же час обсяг робіт кожні 10 років зростає на порядок.
З іншого боку треба врахувати, що при традиційних методах проектування через великий обсяг робіт практично неможливо виявити оптимальний варіант технологічного процесу (а це втрати у виробництві), бо розрахунок навіть кількох варіантів дуже трудомісткий. Тому практично розраховують лише один варіант.
Машинний час роботи системи автоматизованого проектування в пакетному режимі – кілька хвилин.
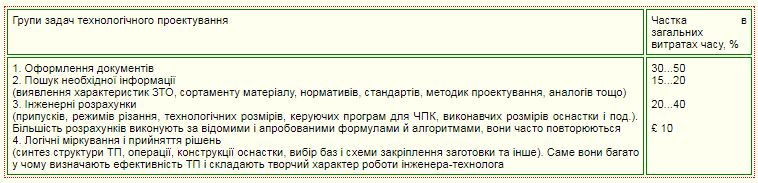
В таблиці 2 подано аналіз особливостей проектних технологічних робіт і можливості їх автоматизації.
Таблиця 2 - Аналіз особливостей проектних технологічних робіт і можливість їх автоматизації
Якщо врахувати вимогу скорочення тривалості ТПВ, то потреба автоматизувати проектні роботи стане цілком очевидною.
Досвід показує, що автоматизоване проектування підвищує продуктивність ТПВ від 2 до 10 і більше разів (залежно від можливостей використовуваної системи), сприяючи при цьому підвищенню якості ТПВ. Останнє досягається як за рахунок пропрацювання варіантів та вибору оптимального технологічного процесу, так і завдяки тому, що технолог звільняється від повторюваних нетворчих задач і може використати час й інтелектуальні сили на принципові визначальні проблеми.
Однак на шляху розвитку та широкого впровадження автоматизованого проектування є певні труднощі:
- велика трудомісткість розробки систем автоматизованого проектування (десятки людино-років), що зумовлена багатоманітністю задач і алгоритмів, великим обсягом бази даних та програм (навіть для розв’язку локальних задач потрібно десятки тисяч операторів мови високого рівня), задачі 4-ї групи (див.табл 1.2) важко формалізуються;
- потреба в значних організаційних і психологічних перебудовах виробництва та фахівців (передовсім з тривалим досвідом неавтоматизованого проектування), що ускладнюється розмаїтістю систем та низьким рівнем їх уніфікації.
Засобами автоматизованого проектування майже повністю надзвичайно швидко можна виконати технологічні задачі 1, 2 та 3-ї групи. Наприклад, швидкість друкування текстової документації досягає 400...900 ряд/хв., пошук потрібної інформації, отримання зображення конструкції, наладки або траекторії руху інструмента при контролі керуючої програми потребують секунд. Найтривалішими для споживача є процедури підготовки і занесення початкової інформації.
3. Функції та класифікація САПР
САПР (CAD/CAM/CAE) виконує такі функції (рис.1):
- конструкторська частина — розробка повного комплекту конструкторської документації;
- технологічна частина — розрахунок і проектування технологічних схем, технологічного оснащення, транспорту;
- архітектурно-будівельна частина — розрахунок і проектування металевих і залізобетонних конструкцій;
- санітарно-технічні системи — проектування теплопостачання, опалення і вентиляції виробничих і адміністративних корпусів, а також водопостачання і каналізації;
- електротехнічні системи — розрахунок і проектування електропостачання, електросилового устаткування, світлотехнічної частини проектів, телемеханізації електропостачання;
- гідротехнічні спорудження — розрахунок і проектування напірного і безнапірного гідротранспорту відвальних хвостів, стійкості укосів хвостосховищ;
- системи автоматизації — розробка схем зовнішніх з'єднань, електричних і трубних проводок щитів автоматики;
- кошторисна частина — складання локальних і зведених кошторисів, відомостей матеріалів, специфікацій, комплектація обладнання.
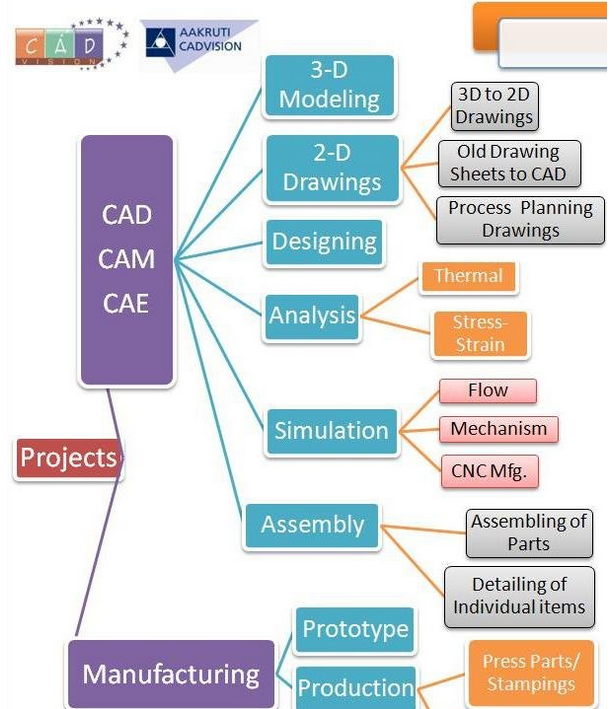
Рисунок 1 - Функції САПР (CAD/CAM/CAE)
САПР включає такі технології:
- CAD (англ. Computer-aided design) — технологія автоматизованого проектування;
- CAM (англ. Computer-aided manufacturing) — технологія автоматизованого виробництва;
- CAE (англ. Computer-aided engineering) — технологія автоматизованої розробки;
- CAPP (англ. computer - aided process planning) - засоби автоматизації планування технологічних процесів, вживані на стику систем CAD і CAM.
- CALS (англ. Continuous Acquisition and Life cycle Support) — постійна інформаційна підтримка поставок і життєвого циклу.
Система автоматизованого проектування і розрахунку — комп'ютерна система обробки інформації, що призначена для автоматизованого проектування (CAD), розроблення(CAE) і виготовлення (CAM) кінцевого продукту, а також оформлення конструкторської і/або технологічної документації (рис.2).
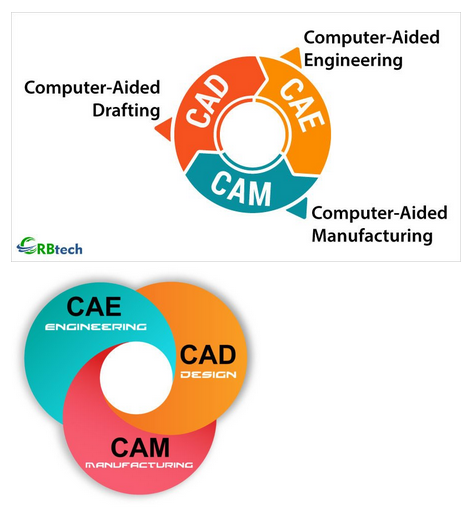
Рисунок 2 - САПР (CAD/CAM/CAE)
Дані з CAD-систем передаються в CAM (англ. Computer - aided manufacturing — система автоматизованої розробки програм обробки деталей для верстатів з ЧПУ або ГАВС (Гнучких автоматизованих виробничих систем)).
Робота з САПР полягає у створенні геометричної моделі виробу (двовимірної чи тривимірної, твердотільної), генерацію на основі цієї моделі конструкторської документації (креслень виробу, специфікацій тощо) і його наступний супровід.
Слід зазначити, що термін «САПР» по відношенню до промислових систем має ширше тлумачення, ніж CAD — він включає CAD, CAM і CAE.
Багато систем автоматизованого проектування поєднують в собі рішення завдань, що відносяться до різних аспектів проектування CAD/CAM, CAD/CAE, CAD/CAE/CAM. Такі системи називають комплексними, або інтегрованими.
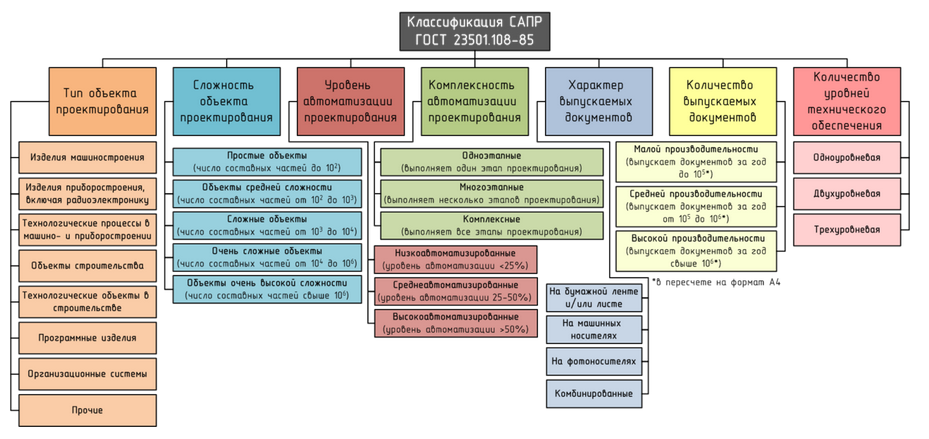
Рисунок 3 - Класифікація САПР