Самостійне опрацювання матеріалу. Тема. Формоутворюючі рухи. Технологічні характеристики траєкторії
| Site: | Дистанційне навчання КФКСумДУ |
| Course: | Програмування оброблення на верстатах з числовим програмним керуванням |
| Book: | Самостійне опрацювання матеріалу. Тема. Формоутворюючі рухи. Технологічні характеристики траєкторії |
| Printed by: | Guest user |
| Date: | Wednesday, 24 December 2025, 4:31 PM |
Description
1 Формоутворюючі рухи. Технологічні характеристики траєкторії
2 Поняття про еквідістанту контуру
1. Формоутворюючі рухи. Технологічні характеристики траєкторії
Формоутворюючі рухи інструменту описуються лінією, вздовж якої переміщується відповідна точка інструмента. Ця лінія називається траєкторією руху інструмента
Траєкторію інструмента розраховують у відповідності з операційним технологічним процесом, який визначає тип операції, схему обробки, інструмент і режим різання. Характер траєкторії обумовлюється числом керуючих координат та принципом керування рухом робочих органів верстата. В залежності від числа одночасно керуючих координат розрізняють прямокутні, прямолінійні і криволінійні формоутворення
При прямокутному формоутворенні переміщення вздовж координатних осей здійснюється почергово за виключенням випадків руху під визначеними кутами (при двокоординатній обробці цей кут кратний 45º). При прямолінійному формоутворенні існує лінійна функціональна залежність між величинами та швидкостями координатних переміщень і забезпечується лінійним інтерполятором. Криволінійне формоутворення пов’язане з обробкою контурів, які мають у своєму складі крім ділянок прямих дуги кола або ділянки інших кривих
Прямолінійні і криволінійні формоутворення забезпечуються безперервними (контурними) системами ЧПК. Для прямокутного формоутворення і обробки отворів переважно використовуються позиційні системи ЧП
Траєкторія інструменту при обробці отворів складається із допоміжних та робочих рухів. Допоміжні рухи здійснюються як почергово так і з одночасним рухом по двом або трьом координатам, що скорочує час на позиціонування. Робочі рухи в більшості випадків входять до складу постійних циклів. Елементами траєкторії інструменту при виготовленні більшості деталей є відрізки прямих та дуги кола обмежені опорними точками. Визначення геометричних елементів контуру деталі виконується по заданим на кресленні розмірам. Точність обчислення при розрахунку КП обмежується дискретністю завдання переміщень. Обчислення координат опорних точок контуру деталі ведеться в системі координат деталі за допомогою рівнянь, що описують геометричні елементи та співвідношень в трикутнику
2. Поняття про еквідістанту контуру
Деталі, що обробляються на верстаті з ЧПК, можна розглядати як геометричні тіла, які складаються з простих (елементарних) геометричних фігур (циліндр, конус, сфера та ін.). Під час обробки деталі на верстаті здійснюється відносне взаємне переміщення деталі (заготовки) та інструмента. На токарних і свердлильних верстатах переміщується (здійснює рух подачі) інструмент, на фрезерувальному і розточувальному - деталь та інструмент. Інструмент може переміщуватися в одній площині, наприклад при фрезеруванні по контуру (осі Х,Y), або у просторі при обробці об'ємного тіла (осі Х, Y, Z)
Керуюча програма задає траєкторію руху робочого органа (РО), тобто певної точки інструмента, так званого центра інструмента (див. рис. 1), або траєкторію руху стола. Однак умовно завжди вважається, що рухається інструмент. Для різця центром служить вершина різця або центр дуги (заокруглення) при вершині r. Для прорізного (канавкового) різця центром вважається ліва вершина. Для свердла і кінцевої фрези центром є центр робочого торця, те ж саме для зенкера, зенківки, цеківки, мітчика. Для фрези зі сферичним робочим торцем центр збігається з центром сфери
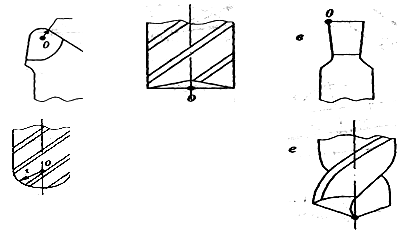
Рисунок 1 - Умовні центри інструментів: а - для різця з заокругленою (радіусною) вершиною; в - для відрізного і прорізного різців;
б г, д - для стержневих інструментів (свердла, зенкера, розвертай, кінцевої фрези)
Під час контурної обробки центр інструмента повинен переміщуватися по еквідистанті контуру деталі (див. рис.2). Еквідистантою називається геометричне місце точок (математичний термін для ліній), які рівновіддалені від будь-якої лінії та розміщені по один бік від неї. Окремим випадком еквідистанти при токарній обробці різцем з гострою вершиною є сам контур деталі
Певні ділянки траєкторії РО називаються геометричними елементами. Вони можуть бути відрізками прямих, дуг кіл і кривих другого і вищих порядків (еліпси, параболи, евольвенти, циклоїди та інші)
Опорна точка – це точка, в якій інструмент (центр інструмента) переходить з одного елемента на інший, відбувається зміна режиму обробки або технологічна зупинка. Положення опорних точок визначається за допомогою системи координат. Координати опорних точок можна знайти безпосередньо з креслення або шляхом розрахунків за формулами тригонометрії й аналітичної геометрії. Інколи у процесі обробки на верстаті з ЧПК виникає необхідність у короткочасному припиненні роботи верстата (технологічна зупинка) з метою перемикання вручну діапазону частот обертання шпинделя, контролю деталі, видалення стружки з порожнини отвору тощо. Координати точки технологічної зупинки (контрольна точка) вказуються на схемі траєкторії (циклограмі руху робочого органа) і зазначається час витримки (у секундах)
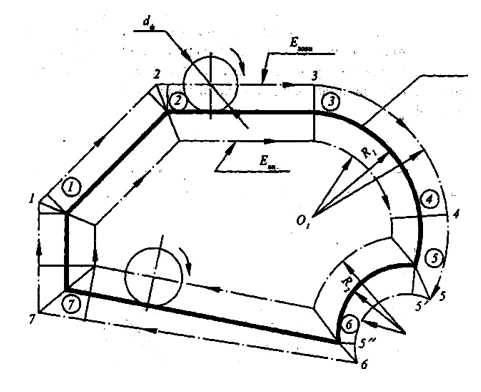
Рисунок 2 - Еквідистанти контуру: (1) - (7) опорні точки оброблюваного контуру; 1, 2... 7 - опорні точки еквідистанти
Еквідистанти: Е зовн - зовнішня, Е вн - внутрішня