Теоретичний матеріал до теми 6. Лекція 9 "Мікрометричні інструменти. Особливості застосування"
| Site: | Дистанційне навчання КФКСумДУ |
| Course: | Проєктування контрольно-вимірювальних пристроїв (зі змістовим модулем "Взаємозамінність деталей і вузлів та технічні вимірювання") |
| Book: | Теоретичний матеріал до теми 6. Лекція 9 "Мікрометричні інструменти. Особливості застосування" |
| Printed by: | Guest user |
| Date: | Thursday, 25 December 2025, 8:43 AM |
Description
1 Мікрометричні інструменти. Будова і особливості застосування
2 Правила поводження з мікрометрами
1. Мікрометричні інструменти. Будова і особливості застосування
Мікрометр – універсальний інструмент (прилад), призначений для вимірювань лінійних розмірів абсолютним контактним методом в області малих розмірів з високою точністю (до 1 мкм), перетворюючим механізмом якого є мікропара «гвинт - гайка»
Використання гвинтової пари у відліковому пристрої було відомо ще в XVI столітті, наприклад, у гарматних прицільних механізмах (1570 р.), пізніше гвинт стали використовувати в різних геодезичних інструментах. Перший патент на мікрометр як самостійний вимірювальний засіб був виданий Пальмеру (Jean-Louis Palmer) в 1848 році (Франція)
Мікрометричні вимірювальні інструменти засновані на використанні точної гвинтової пари (гвинт – гайка), яка перетворює обертальні рухи мікрогвинта в поступальні. До мікрометричних інструментів відносяться: мікрометри, мікрометричні глибиноміри, мікрометричні нутроміри
Мікрометричні інструменти призначені для абсолютного контактного методу вимірювання. Ціна поділки приладу – 0,01 мм. Похибка вимірювання залежить від меж вимірювання мікрометра і становить: від 3 мкм для мікрометрів 0-25 мм до 50 мкм для мікрометрів з межами виміру 400-500 мм. Принцип мікрометричної пари використовується в конструкціях багатьох вимірювальних приладів
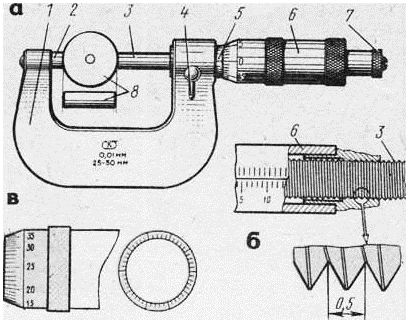
Рисунок 1.1 - Мікрометр: а – пристрій, б – мікрометричний гвинт, в – барабан
Виготовляють такі типи мікрометрів:
МК - мікрометри гладкі для виміру зовнішніх розмірів;
МЛ - мікрометри листові з циферблатом для вимірювання товщини листів та стрічок;
МТ - мікрометри трубні для вимірювання товщини стінок труб;
МОЗ - мікрометри зубомірні для вимірювання зубчастих коліс
Мікрометри типу МК випускають з межами: 0-5; 0-10; 0-15 0-25; 25-5050 - 75; 75-100; 100-125; 125-150150-175; 175-200; 200-225; 225-250250-275; 275-300; 300-400; 400-500500 - 600 мм
Мікрометри з верхньою межею вимірювань 50 мм і більше постачають установочними заходами (точні циліндричні стержні)
Мікрометр має скобу з п’ятою на одному кінці, втулку-стебло на іншому, всередину якої ввернуть мікрометричний гвинт. Торці п’яти і мікрометричного гвинта є вимірювальними поверхнями. На зовнішній поверхні стебла проведена поздовжня лінія, нижче якої нанесені міліметрові ділення, а вище її – полуміліметрового ділення. Гвинт жорстко пов’язаний з барабаном, на конічної частини барабана нанесена шкала (ноніус) з 50 поділами
На голівці мікрометричного гвинта є пристрій (тріскачка), що забезпечує постійне вимірювальне зусилля
Тріскачка з’єднана з гвинтом так, що при збільшенні вимірювального зусилля понад 900 гс вона не обертає гвинт, а провертається. Для фіксування отриманого розміру деталі служить стопор 4. Крок мікрометричного гвинта 3 дорівнює 0,5 мм. Так як на схилі барабан 6 по колу розділений на 50 рівних частин, то при повороті на одну поділку барабана мікрометричний гвинт 3 з’єднаний з барабаном 6 переміщається уздовж осі на V50 кроку, тобто 0,5 мм: 50 = 001 мм
Перед вимірюванням перевіряють нульове положення мікрометра. При перевірці мікрометра з межами вимірювання 0 - 25 мм протирають замшею вимірювальні площині п’яти і мікрометричного гвинта, потім повільно зводять їх до зіткнення. Для цього повільно обертають тріскачку 7 поки вона не почне провертатися, видаючи характерний тріск. Повільне обертання тріскачки необхідно тому, що швидкість обертання гвинта впливає на величину вимірювального зусилля
При перевірці мікрометрів з межами вимірювання 25 - 5050 -75 мм і т. д. між вимірювальними площинами мікрометричного гвинта і п’яти поміщають або установчу міру 8 або обмірні плитку, відповідну нижньої межі вимірювання і т. д. Вимірювальні площині зближуються так само, як і у мікрометрів з межею вимірювання 0 - 25 мм
Якщо при перевірці виявиться, що нульовий розподіл барабана 6 не збігається з поздовжнім штрихом на стеблі 5 то ще раз виконують установку на нуль в такому порядку: закріплюють мікрогвинт стопором; роз’єднують барабан з мікрогвинти; встановлюють барабан і закріплюють його; перевіряють нульове положення
Залежно від конструкції (форми корпусу або скоб, у які вбудовується мікропара, форми вимірювальних поверхонь) чи призначення (вимірювання товщини листів, труб, зубів зубчастих коліс), мікрометри поділяють на гладкі, важільні, листові, трубні, дротові, призматичні, канавкові, різьбомірні, зубомірні й універсальні
Виготовляються мікрометри ручні і настільні, в тому числі зі стрілочним відліковим пристроєм. Мікрометричні пари використовуються також у глибиноміра, нутроміра та інших вимірювальних засобах. Найбільше поширення мають гладкі мікрометри. Настільні мікрометри (у тому числі зі стрілочним відліковим пристроєм) призначаються для вимірювання маленьких деталей (до 20 мм), їх часто називають часовими мікрометрами
Деякі види мікрометрів показано на рис. 1.2 – 1.4

Рисунок 1.2 - Мікрометр з круговою шкалою для зовнішніх вимірювань і діапазоном вимірювання 175-200 мм, із ціною поділки 0,01 мм

Рисунок 1.3 - Трубний мікрометр

Рисунок 1.4 - Мікрометр електронний
Мікрометричний глибиномір (ГОСТ 15985-70) з точністю вимірювання 0,01 мм (рис.1.5, а) застосовується для вимірювання глибини пазів, отворів і висоти уступів до 100 мм. Глибиноміри виготовляються зі змінними вимірювальними стрижнями для вимірювань в межах 0-25; 25-50; 50-75 і 75-100 мм. Зміна меж вимірювання досягається приєднанням змінних стрижнів
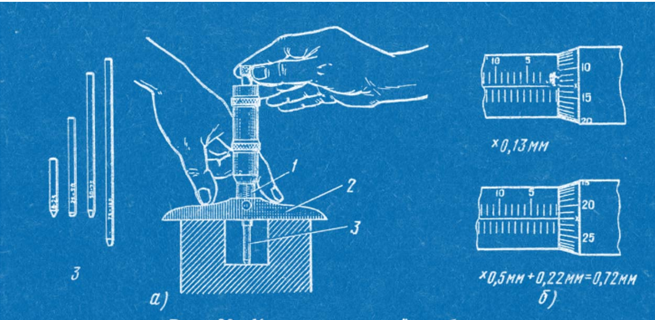
Рисунок 1.5 - Мікрометричний глибиномір
Мікрометричні нутроміри (ГОСТ 17215-71) з ціною поділки 0,01 мм (рис. 1.6, а) призначений для вимірювання внутрішніх розмірів від 50 до 10000мм. Мікрометричні нутроміри виготовляються з межами вимірювань: 50-75; 75-175; 75-600; 150- 1250; 800-2500; 1250-4000; 2500-6000; 4000-10000 мм. Нутроміри із межами вимірів 1250-4000 мм і більше поставляються з двома головками: мікрометричною і мікрометричною з індикатором. Для вимірювання отворів розміром більше 63 мм використовують подовжувальні стрижні (рис. 1.6, б) з розмірами: 25; 50; 100; 150; 200 і 600 мм. Без подовжувачів можна вимірювати розміри від 60 до 63 мм
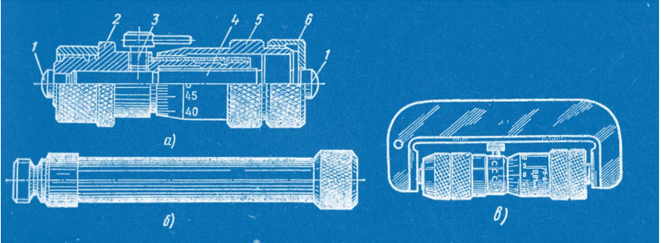
Рисунок 1.6 - Мікрометричні нутроміри
2. Правила поводження з мікрометрами
- Не дозволяється вимірювати мікрометрами чорні, грубо оброблені поверхні і особливо деталі, покриті наждачним або металевим пилом;
- забороняється вимірювати мікрометрами нагріті деталі і не слід тривалий час тримати його в руці, так як при цьому показання будуть неточними. Вимірювання проводити при температурі 20 ° С;
- в процесі вимірювання барабан тріскачки обертати плавно і не дуже швидко. Різка подача мікрометричного гвинта і сильний зажим вимірюваної деталі викликають неправильні показання і передчасний знос гвинта. Перед використанням мікрометра звільнити стопор;
- не користуватися мікрометрами як скобою. Такий спосіб вимірювання призводить до швидкого зносу вимірювальних поверхонь; при користуванні мікрометр класти на суху, чисту поверхню; після закінчення роботи мікрометр ретельно протерти, стопори послабити, вимірювальні поверхні трохи розвести;
- зберігати мікрометри в дерев’яному футлярі. Для тривалого зберігання мікрометр промити в чистому авіаційному бензині, насухо протерти і змастити технічним вазеліном. Не можна зберігати мікрометри в сирих приміщеннях і при різких коливаннях температури