Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
1. Однопрохідний цикл повздовжньої обробки G70
Однопроходная обработка цилиндрической поверхности может быть задана в автоматическом цикле с помощью подготовительной функции G70. Схема цикла показана на рис. 1.
Структура цикла имеет следующий вид:![]()
где – знак установки резца на глубину резания на быстром ходу (при отсутствии этого знака установка на глубину происходит на рабочей подаче); X и Z – координаты конечной точки рабочего хода; F – подача в цикле.
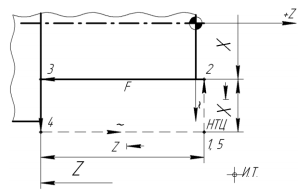
Рисунок 1 - Схема структуры однопроходного
продольного цикла G70 без скоса
Дискретность задания подачи в цикле составляет 0,0001, т.е. величину подачи умножают на 10000 (при s = 0,3 мм/об записывают F3000). Если подачу F в цикле не указывают, то действует подача, заданная до цикла. Перед выполнением цикла программируют подвод резца к заготовке в начальную точку цикла (Н.Т.Ц.), которая отстоит от нее по осям Х и Z на 1 – 2 мм.
Цикл G70 включает набор глубины прохода на быстром ходу или на рабочей подаче, обработку ступени на рабочей подаче, отскок от обработанной поверхности и возврат в Н.Т.Ц.
Для обработки детали (рис. 2) с использованием цикла G70 вначале определяем координаты Н.Т.Ц., которые равны Х 52 мм, Z 2 мм.
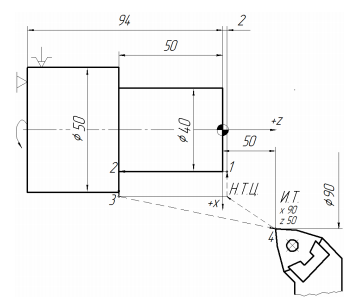
Рисунок 2 - Пример программирования обработки
детали с использованием цикла G70
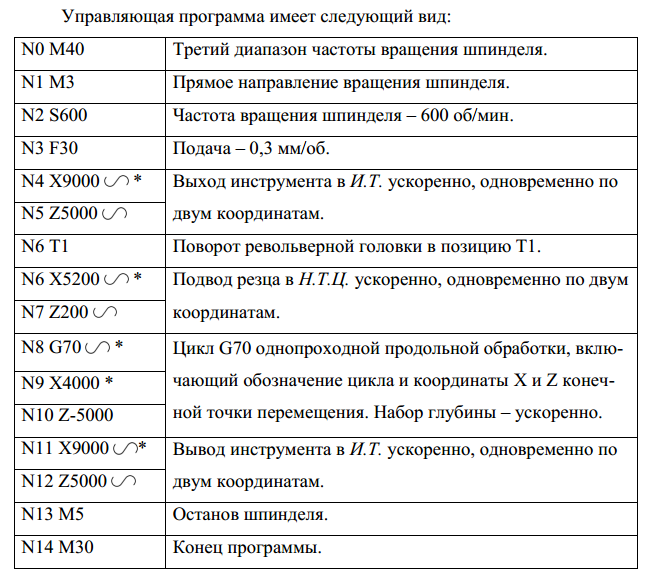
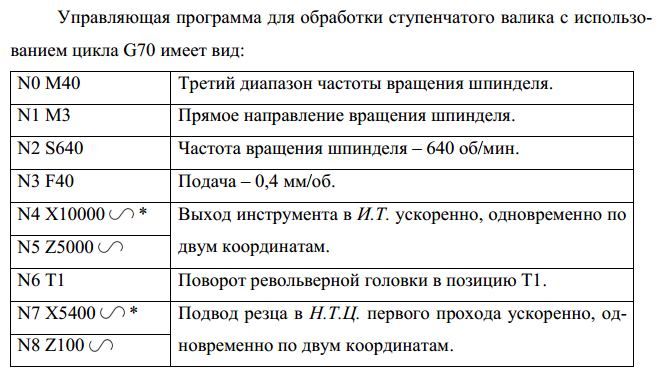
При обработке ступенчатой детали автоматический однопроходный цикл G70 последовательно используют для каждой ступени (рис. 3).
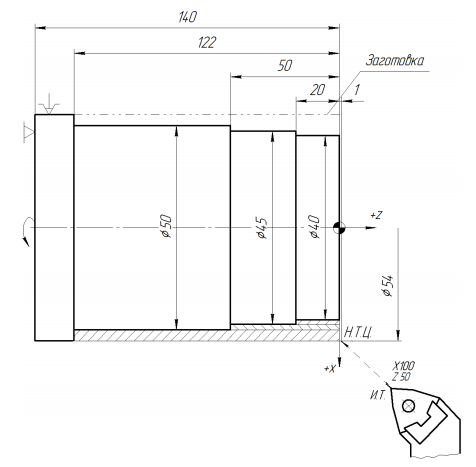
Рисунок 3 - Пример программирования обработки ступенчатого валика
с использованием цикла G70
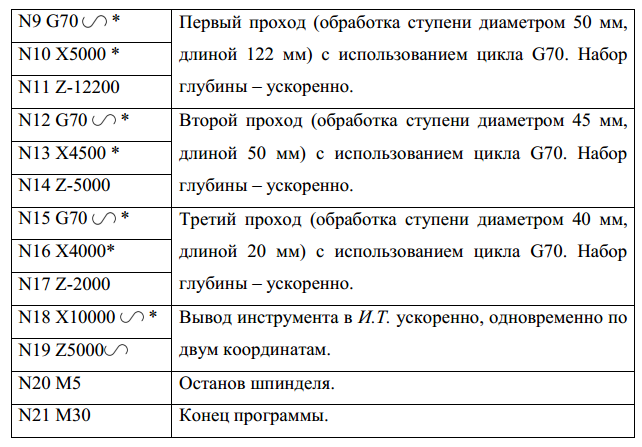
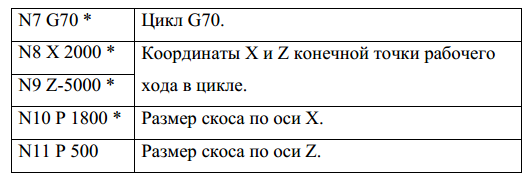
При необходимости цикл G70 можно задавать со скосом (рис. 4).
Рисунок 4 - Схема структуры однопроходного
продольного цикла G70 со скосом
В этом случае структура цикла имеет вид:![]()
где P1 – размер скоса по оси X (задается на сторону), Р2 – размер скоса по оси Z.
Параметры Р1 и Р2 всегда положительные и дискретность их задания – 0,01.
Например, если размер скоса Р1 = 18 мм; Р2 = 5 мм, фрагмент управляющей программы имеет вид: