Тема 11. Системи автоматизованого проєктування технологічних процесів
1. Тенденції сучасного машинобудування. Місце і роль САПР ТП у машинобудівному виробництві
Визначальними рисами сучасного машинобудування є постійне підвищення складності і якості виробів, збільшення номенклатури виробів, зменшення серійності їх виробництва, скорочення їх “життєвого циклу”, тобто часу знаходження виробів у виробництві до заміни їх новими, ефективнішими конструкціями.
Так, різноманітність об’єктів виробництва подвоюється кожні 10 років, їх складність (за числом елементів) подвоюється кожні 15 років, “життєвий цикл” виробів за останні 20 років скоротився утричі і нині не перевищує 0,5...5 років.
Вітчизняна і, особливо, зарубіжна практика останніх 15...20 років показала, що найважливішими напрямами інтенсифікації виробництва, підвищення його конкурентноспроможності є його комплексна автоматизація та підвищення гнучкості. Для традиційної технології таке поєднання - автоматизація і гнучкість несумісні. Однак величезні успіхи науки і техніки, передовсім в електроніці та мікропроцесорній техніці, дали змогу створити ефективні і надійні засоби технологічного оснащення (ЗТО): верстати і роботи з ЧПК, керовані ЕОМ. Саме на цій основі в цей період створена, успішно працює і розвивається так звана гнучка технологія.
Їй притаманні: високі продуктивність, точність, стабільність точності, а також технологічна гнучкість, тобто малі затрати часу і коштів на переналагодження, значне (на порядок) зменшення числа виробничників і поліпшення умов праці, спрощення технологічної підготовки виробництва (ТПВ) через використання універсальної або швидкопереналагоджуваної оснастки (затрати коштів і терміни ТПВ скорочуються у 2...3 рази).
Однак набутий досвід використання гнучкої технології показав, що найбільших успіхів можна досягти тільки за умови комплексної автоматизації всього виробничого процесу. Автоматизація повинна охоплювати і технологію, і технічну підготовку виробництва, і управління виробництвом. Саме такий напрям почав інтенсивно розвиватися з 1980-х років.
Він отримав назви:
- ГАВ - гнучкі автоматизовані (або інтегровані) виробництва (у нашій країні);
- СІМ – computer integrated manufacturing (за кордоном).
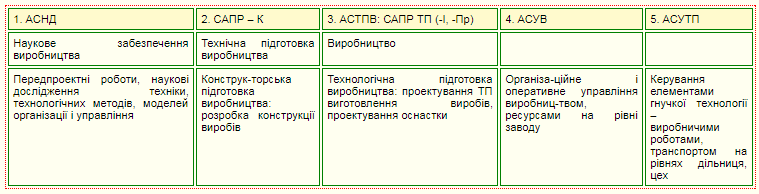
Взаємозв’язані підсистеми, які охоплює інтегроване виробництво, наведені в таблиці 1.
У зарубіжній практиці автоматизовані системи технічної підготовки виробництва і управлінням вириробництвом фігурують під назвою CAD/САМ – computer aided design / computer aided manufacturing.
Отже, САПР ТП – це важлива складова інтегрованого виробництва. На підприємствах, де ще немає інтегрованих систем, САПР ТП використовують як автономний засіб автоматизації ТПВ. Іноді на підприємствах обмежуються ще тільки окремими автоматизованими підсистемами низького рівня для розв’язку локальних технологічних задач (оформлення технологічної документації, нормування, розробка керуючих програм для верстатів з ЧПК).
Зазначимо, що поштовхом до розробки перших САПР ТП було створення в Масатчусетському технологічному інституті (США) в 1953-55 роках перших систем числового програмного керування металорізальними верстатами. Власне потреба комплексного підходу до автоматизації як виробництва, так і його інженерної підготовки зумовила цілком очевидну потребу в САПР ТП. Першими такими системами були системи автоматизованої підготовки керуючих програм для верстатів з ЧПК. Термін САПР вперше був використаний основоположником цього напрямку (керівником робіт по розробці систем ЧПК і САПР) Айвеном Сазерлендом в його лекціях, які він прочитав в Масатчусетському технологічному інституті на початку 60-х років.
Таблиця 1 – Підсистеми інтегрованого виробництва