Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК
8. Розробка технологічної операції і КП для фрезерування контуру деталі
Розробити технологічну операцію і скласти керуючу програму для фрезерування контуру деталі (рис. 6). Матеріал деталі – сталь 45.
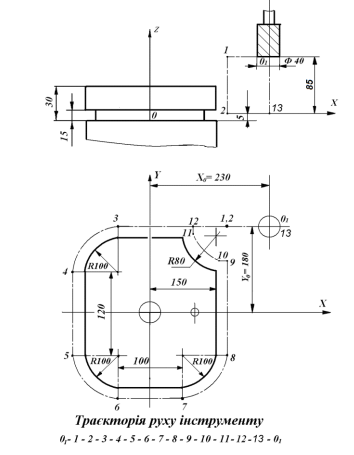
Рисунок 6 – Розрахунково-технологічна карта обробки деталі
Рішення
Для обробки зовнішнього контуру вибирається кінцева фреза діаметром 40 мм, ріжуча частина якої виготовлена з швидкорізальної сталі Р6М5. Робоча подача, що визначається з нормативів режимів різання, складає 120 мм/хв. У коді ISO ця подача кодується F0612. Швидкість різання, визначена з нормативів режимів різання, складає 35 м/хв, отже:
Найближча менша за паспортом верстата частота обертання складає 250 хв–1.
При розробленні керуючих програм для фрезерних верстатів з ЧПК оброблюваний контур деталі розділяється на ділянки. Розрахунок траєкторії починається з визначення координат опорних точок. Геометричні опорні точки – це точки, в яких здійснюється перехід від однієї геометричної фігури контуру до іншої. Розрізняють також технологічні опорні точки, в яких змінюються технологічні параметри: швидкість подачі, інструмент і т. д.
Траєкторія руху інструменту починається з початкової точки. Якщо деталь обробляється одним інструментом, то його початкова точка буде і кінцевою точкою траєкторії. Програма обробки деталі описує рух певної точки інструменту, зокрема для кінцевої фрези – її центра. Якщо прийняти,
що радіус інструменту під час обробки деталі залишається постійним, то траєкторія центра при контурній обробці є еквідистантною до контуру деталі. На рисунку 6 штрихпунктирною лінією відмічена еквідистанта, показані опорні точки контуру оброблюваної деталі з урахуванням урізування інструменту, а також траєкторія руху інструменту. Початкова точка О1 вибрана з урахуванням зручності установлення і зняття заготівки, тому фреза відведена від заготівки і піднята над столом верстата.
Координати початкового положення фрези: X = +230, Y = +180, Z = +90.
У таблиці 3 приведена розрахункова карта з вказівкою координат опорних точок і приростів координат (у міліметрах та імпульсах) для переміщення між окремими опорними точками траєкторії.
Таблиця 3 – Розрахункова карта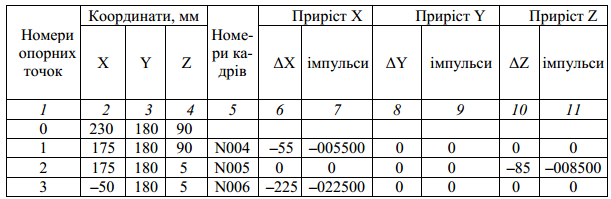
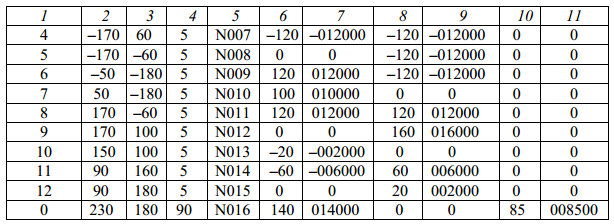
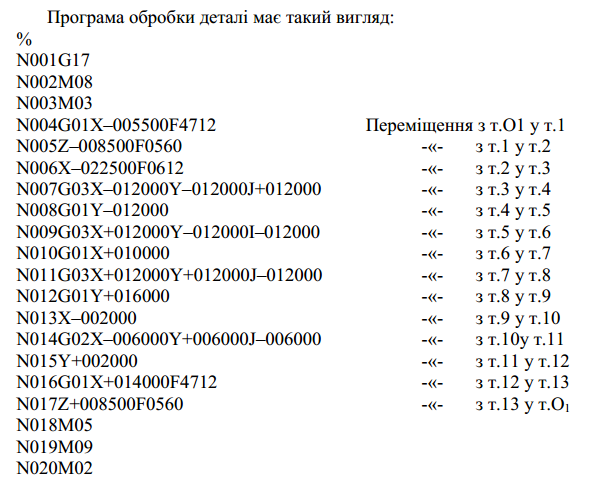
Складена програма обробки є одним з можливих варіантів програм; зокрема можливе використання підпрограми для переміщення з точки 0 у точку 01; іноді доцільне введення коректора на радіус фрези, що враховує її розміри; вибір початкової точки траєкторії можливий у точці 0. При цьому у ряді випадків переміщення робочих органів верстата мінімальні. З таблиці 3 видно, що переміщення по координаті Z виконувалися всього лише 2 рази. Деякі програмісти в картах налагодження інструменту встановлюють завдання наладчику виставити фрезу у потрібне по Z положення при налагодженні верстата, а в програмі переміщення по координаті Z не програмують. Відхід фрези від деталі можливий також по траєкторії 12–1–2–01.