Тема 8. Програмування технологічних процесів для фрезерних верстатів з ЧПК
6. Програмування в абсолютних координатах
При безэквидистантном программировании в абсолютных координатах действуют функции G41– коррекция на радиус инструмента, фреза слева от обрабатываемого контура, и G42 – справа от контура. Отменяет эти функции команда G40. Функции G41,G42 задаются один раз в начале программы при программировании выхода фрезы из нулевой точки по направлению к обрабатываемому контуру. И при возврате в нулевую точку, после обхода контура, они отменяются командой G40
Пример детали для данного метода безэквидистантного программирования приведен на рисунке 3
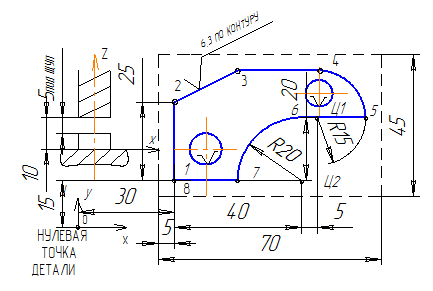
Рисунок 3
На рисунке сплошной линией обозначен контур детали, штриховой – контур заготовки. Фреза в нулевой точке расположена на 10 мм выше основания детали. Толщина обрабатываемой детали 10мм. Материал - сталь 45. Минимальный припуск по контуру 5мм. Крепление детали производится за два отверстия
Программа обработки в абсолютных координатах:
% ПС – начало программы
: 2 G92 X0. Y0. Z0. T1 ПС – привязка первого инструмента к нулю детали. Эту операцию можно производить как при настройке станка, путем задания функции G92 с клавиатуры пульта оператора после установки фрезы в нулевое положение. Так было сделано в выше приведенной программе. Или задавать это же первым кадром программы, в качестве которого можно использовать и номер программы, как это сделано у нас. В данном случае программа №2
N1 G00 G01 G90 X1000. ПС – этим кадром мы сдвинули фрезу по оси Х на 10мм, чтобы в дальнейшем можно было ее опустить на уровень детали по оси Z. G90 означает, что программирование будет вестись в абсолютных координатах
N2 M3 S250 F75 G41 D03 X3000. У1500. Z-1000. ПС – включили правое вращение шпинделя, установили 250 об/мин, рабочую подачу 75мм/мин, указали, что фреза в нулевой точке находится слева от детали (G41), указали где находится радиус фрезы (D03), и задаем координаты точки 1. Фреза одновременно перемещается по трем координатам на рабочей подаче во избежание удара о заготовку
N3 Y4000. ПС – координата точки 2. Так как координата по оси Х не меняется, то мы ее и не задаем
N4 X5500. Y3500. ПС – координаты точки 3
N5 X7500. ПС – координата точки 4
N6 G02 X7000. Y3500. I0. J-1500. ПС – описываем дугу 4-5, поэтому круговая интерполяция по часовой стрелке (G02), задаем по осям Х и У координаты конечной точки дуги и по адресам I и J, расстояния от начальной точки дуги до ее центра Ц1
N7 G01 X7500. ПС – задаем координаты точки 6 и указываем что движение будет идти по прямой
N8 G03 X5000. Y1500. I0. J -2000. ПС – обходим дугу против часовой стрелки (G03) и записываем координаты конечной точки дуги по осям Х и У. Затем по адресам I и J задаем расстояние от начальной точки дуги до ее центра Ц2
N9 G01 X3000. ПС – координата точки 8. Так как координата У не меняется, то ее и не записываем. При этом переходим на линейную интерполяцию (G01)
N10 G40 G00 X0. Y0. Z0. ПС – отменяем функцию G41 и даем команду на быстром ходу возвратиться в нулевую точку детали
N11 M02 M30 ПС