Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
7. Багатопрохідний цикл глибокого свердлування G73
Глубокое сверление должно производиться с периодическими вводами и выводами сверла с целью охлаждения сверла и снятия напряжения продольного изгиба. Общая длина отверстия (глубина сверления) делится на участки, обозначаемые символом Р (величина Р не должна равняться диаметру сверла). Цикл задается функцией G73, с помощью которой программируют автоматический вывод сверла из отверстия после прохода заданного участка, а затем повторный ввод на быстром ходу. При каждом повторном вводе сверло не доходит на некоторую величину зазора а до конца предыдущего рабочего хода (рис.15). Величина а задается предварительно постоянным параметром, вводимым в память системы ЧПУ при первичной наладке станка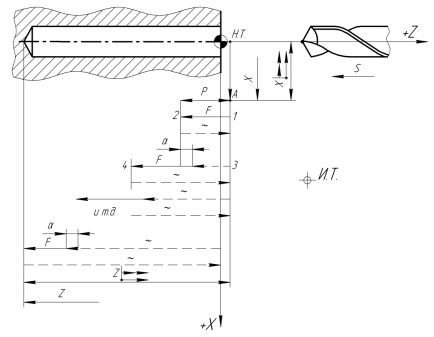
Рисунок 15 - Схема автоматического цикла глубокого
сверления G73
После окончания цикла сверло отходит в точку А, находящуюся на расстоянии X мм от оси X и на расстоянии Z мм от нулевой точки детали
Структура цикла:
G73*, X* (Х![]() )*, Z* (Z
)*, Z* (Z![]() )*, F*, Р (см. рис.15),
)*, F*, Р (см. рис.15),
где X – координата смещения инструмента по оси X в точку А после выполнения цикла; Z – координата конечной точки перемещения сверла по оси Z; F – шаг резьбы (дискретность 0,0001); Р – длина участка сверления между выводами инструмента
На рис. 16 показана деталь, в которой необходимо просверлить отверстие диаметром – 28 мм на длине – 160 мм. Недоход (воздушный зазор) до заготовки составляет 6 мм, перебег – 14 мм. Общий путь рабочего хода L = 160 + 6 + 14 = 180 мм. Его расчленяют на участки длиной 48 мм (четырехпроходный цикл). Подачу принимают 0,2 мм/об, частоту вращения шпинделя – 700 об/мин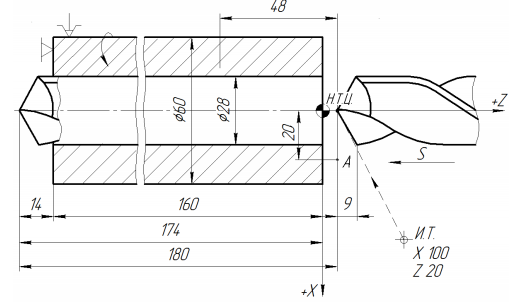
Рисунок 16 - Схема для сверления глубокого отверстия по циклу G73
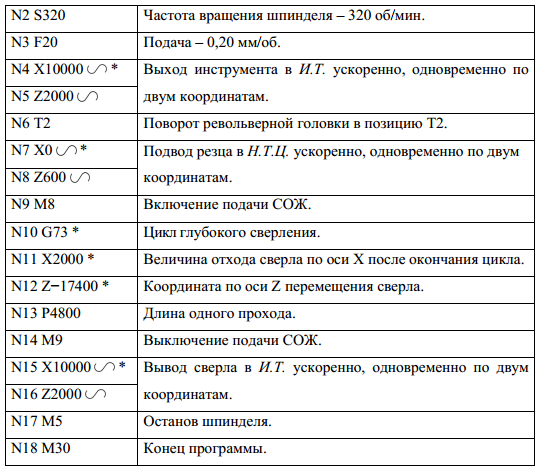
Управляющая программа для сверления глубокого отверстия диаметром 28 мм имеет вид: