Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
6. Багатопрохідний цикл протачування канавок на циліндричній поверхні G75
Канавки на наружной или внутренней цилиндрической поверхности протачивают по автоматическому циклу G75 (см. рис.13). Цикл можно использовать для обработки одной или нескольких равномерно расположенных канавок, а также широкой канавки
Структура цикла имеет вид:
G75*, X* (Х![]() )*, Z* (Z
)*, Z* (Z![]() ),* F*, Р,
),* F*, Р,
где X (или Х![]() )* − координата дна канавки по оси X (или смещение по оси X до дна канавки); Z (или Z
)* − координата дна канавки по оси X (или смещение по оси X до дна канавки); Z (или Z![]() )* – координата по оси Z левой стенки последней канавки (или последнего спуска при протачивании широкой канавки); F – подача в цикле; Р – шаг между канавками (или шаг между проходами при протачивании широкой канавки), дискретность 0,01. Величина Р не должна превышать ширины широкой канавки
)* – координата по оси Z левой стенки последней канавки (или последнего спуска при протачивании широкой канавки); F – подача в цикле; Р – шаг между канавками (или шаг между проходами при протачивании широкой канавки), дискретность 0,01. Величина Р не должна превышать ширины широкой канавки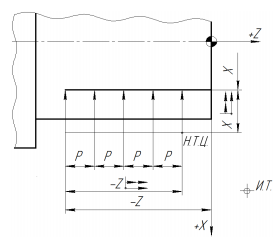
Рисунок 13 - Схема цикла протачивания канавок
на цилиндрической поверхности
Если при многопроходном протачивании широкой канавки ее ширина не кратна шагу проходов, то остается немерный остаток припуска, который автоматически срезается при последнем проходе
После окончания цикла резец возвращается в точку начала цикла
Для проточки на наружной цилиндрической поверхности диаметром – 60 мм трех канавок шириной – 5 мм с шагом – 40 мм используем канавочный резец с шириной режущей кромки – 5 мм (рис.14)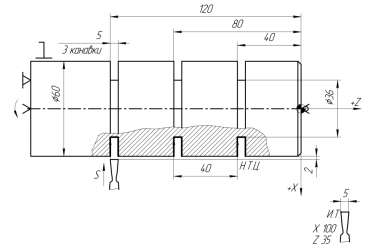
Рисунок 14 - Схема для протачивания трех канавок
по циклу G75
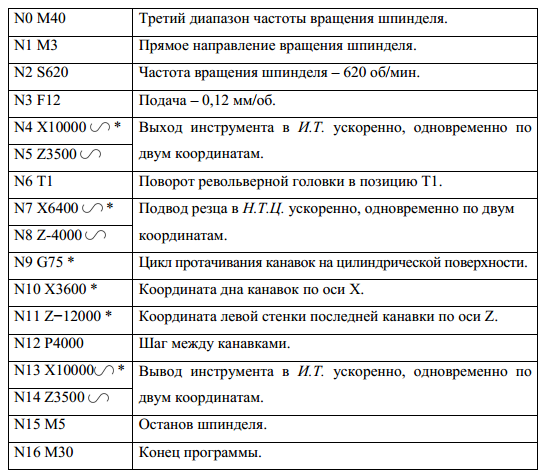
Управляющая программа для обработки трех канавок на цилиндрической поверхности имеет вид: