Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК (продовження)
4. Багатопрохідний цикл поперечної обробки G78
Большой припуск с торца заготовки можно удалить при использовании многопроходного цикла поперечной обработки G78. Структура цикла имеет вид:
G78 (˜,![]() ) *, X* (или Х
) *, X* (или Х![]() )*, Z (или Z
)*, Z (или Z![]() )*, F*, P1*, P2,
)*, F*, P1*, P2,
где X – конечный диаметр прохода или длина прохода по оси X (при Х ); Z – координата конечной точки обработки по оси Z или общая величина припуска (при Z ); F – рабочая подача в цикле; Р1– глубина прохода; Р2 – величина скоса по оси Х. Параметры P1 и Р2 – всегда положительны, а отсутствие Р2 указывает на работу без скоса. Символ ˜определяет набор глубины прохода ускоренно, а символ![]() указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода. Если символ
указывает на возврат режущего инструмента после окончания цикла в начальную точку последнего прохода. Если символ![]() опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.)
опущен, то по окончании цикла инструмент возвращается в начальную точку цикла (Н.Т.Ц.)
Схема многопроходной поперечной обработки кольца по циклу G78 представлена на рис.10
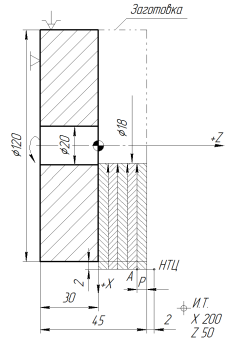
Рисунок 10 - Схема многопроходной поперечной
обработки кольца по циклу G78
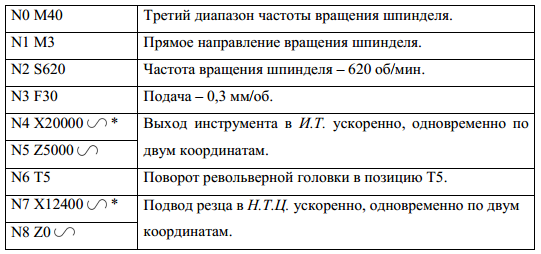
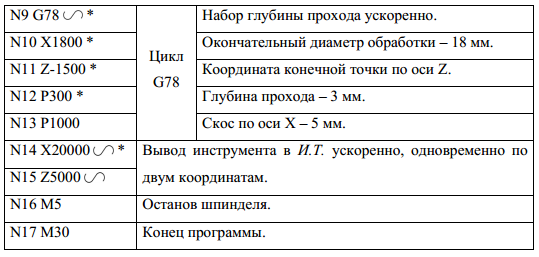
Управляющая программа многопроходной поперечной обработки кольца подрезным резцом с использованием цикла G78 без скоса имеет вид: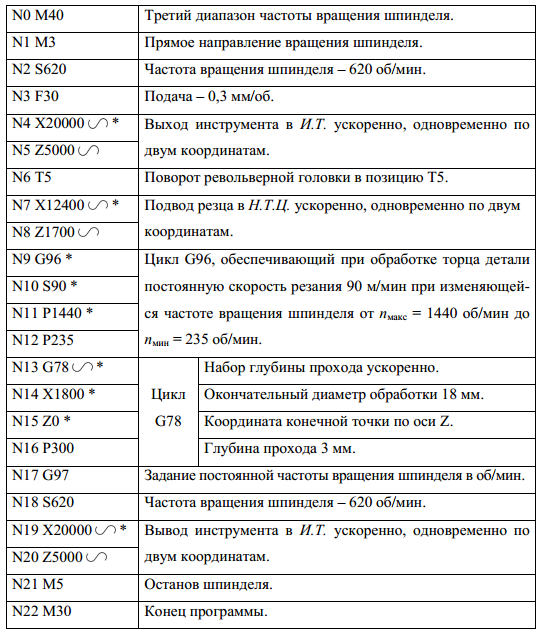
При обработке торца детали со скосом (рис. 11) в цикле G78 используют второй параметр Р2, определяющий величину скоса по оси Х
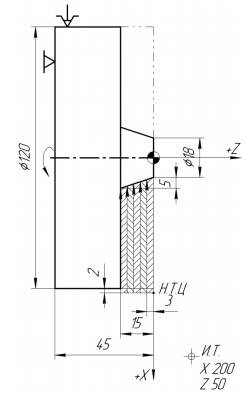
Рисунок 11 - Схема многопроходной поперечной
обработки со скосом по циклу G78
Управляющая программа для этого случая обработки при постоянной частоте вращения шпинделя имеет вид: