Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
6. Програмування зняття фасок під кутом 45º
Для программирования снятия фаски под углом 45° вначале задают подвод резца по управляющей программе к начальной точке фаски, а затем – координату Х или Z конечной точки фаски и записывают символы со знаком +45° или со знаком –45°. Знак определяется по той координате, адрес которой отсутствует в кадре. Запись управляющей программы для снятия фаски под углом 45° при работе с подачей по координате X от оси детали (см. рис.1) резцом 1 имеет следующий вид:
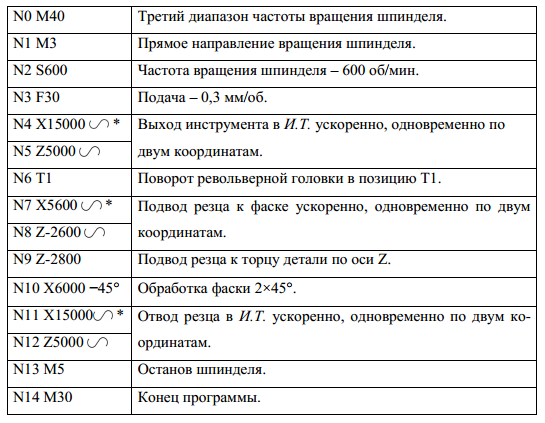
В относительной системе запись кадра N10 выглядит следующим образом: N10 X400![]() −45° или N10 Z−200
−45° или N10 Z−200![]() +45°
+45°
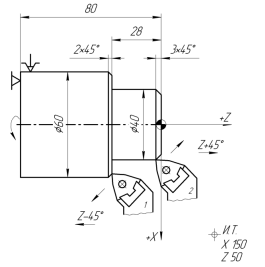
Рисунок 1 - Пример программирования снятия фасок
При обработке фаски резцом 2 с подачей по координате X к оси детали фрагмент управляющей программы имеет следующий вид:
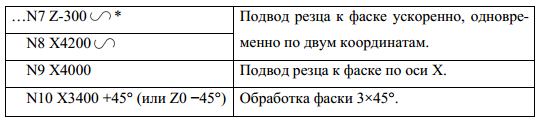
В относительной системе отсчета отличие будет в кадре N10: ...N10 Х-600![]() +45° или N10 Z300
+45° или N10 Z300![]() −45°
−45°
Фаски под углом, не равным 45°, программируют как обработку конических поверхностей