Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
5. Програмування обробки конічних поверхонь
Обработка конических поверхностей осуществляется одновременным перемещением резца по осям X и Z. Для этого задают координаты конечной точки образующей конической поверхности, т.е. диаметр по оси X и длину по оси Z, причем первый кадр этого перемещения записывают со звездочкой (*). Резец предварительно подводят по управляющей программе к точке начала обработки конуса (см. рис.1)
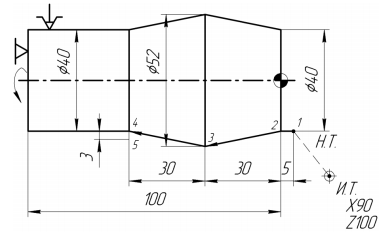
Рисунок 1 - Схема обработки конических поверхностей
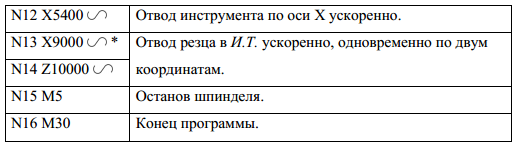
Запись управляющей программы в абсолютной системе отсчета для обработки конических поверхностей при s = 0,25 мм/об, n = 600 об/мин имеет вид: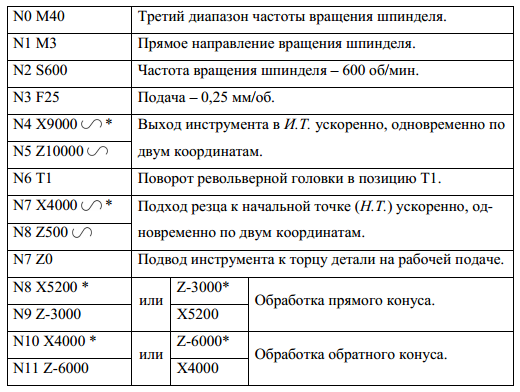
При задании управляющей программы обработки конусов в относительной системе отсчета кадры с N8 по N11 имеют следующий вид:
N8 X1200 ![]() *
*
N9 Z−3000![]()
N10 X−1200![]() *
*
N11 Z−3000![]()