Тема 7. Програмування технологічних процесів для токарних верстатів з ЧПК
3. Програмування швидкості головного руху і руху подачі
Привод станка обеспечивает бесступенчатое регулирование частот вращения шпинделя в пределах каждого диапазона. Диапазон задается следующими вспомогательными функциями:
M38 первый диапазон (частота вращения шпинделя – 22,4 – 355 об/мин)
М39 второй диапазон (частота вращения шпинделя – 63 – 900 об/мин)
М40 третий диапазон (частота вращения шпинделя – 160 – 2240 об/мин)
Частота вращения шпинделя задается с помощью функции G97, функции S и числового значения числа оборотов шпинделя в минуту. Например, если необходимо задать частоту вращения шпинделя, равную 680 об/мин, то фрагмент управляющей программы имеет следующий вид:
N0 М39 Второй диапазон частоты вращения шпинделя
N1 МЗ Левое вращение шпинделя
N2 G97 Режим задания частоты вращения шпинделя в оборотах в минуту
N3 S680… Число оборотов шпинделя 680 об/мин
На станке режим G97 устанавливается автоматически, поэтому при составлении управляющей программы его можно не указывать. Скорость шпинделя можно также задавать с помощью функции G96, которая обеспечивает работу с постоянной скоростью резания в метрах в минуту. В этом случае после функции G96 в управляющей программе записывают кадры с помощью функций S и Р:
S – величина постоянной скорости резания в м/мин;
P1 – ограничение максимальной частоты вращения шпинделя (nмакс);
Р2 – ограничение минимальной частоты вращения шпинделя (nмин)
Значения S, P1 и P2 сохраняются в памяти до повторного программирования функции G96 с новыми значениями S, P1 и Р2
Если после задания скоростного режима в метрах в минуту по функции G96 необходимо перейти к заданию частоты вращения в оборотах в минуту, то перед функцией S записывают функцию G97
Если необходимо проточить торец диска при переходе с диаметра 20мм на диаметр 200мм (см. рис. 1) со скоростью резания V = 110м/мин резцом с пластиной из твердого сплава марки Т15К6, то для этого определяют: nмакc = 1000V/πDмин = 1000×110/π×20 = 1750об/мин; nмин = 1000V/πDмакс = 1000×110/π×200 = 175об/мин
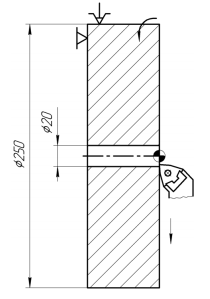
Рисунок 1 - Схема обработки диска по торцу с постоянной скоростью резания
Фрагмент управляющей программы в этом случае имеет вид:
N0 M40 Третий диапазон частоты вращения шпинделя
N1 МЗ Левое вращение шпинделя
N2 G96 Режим работы с постоянной скоростью резания в м/мин
N3 S110 Величина постоянной скорости резания в м/мин
N4 Р1750 Ограничение максимальной частоты вращения шпинделя
N5 Р175... Ограничение минимальной частоты вращения шпинделя
По мере перемещения резца от Dмин до Dмакс частота вращения шпинделя плавно изменяется от nмакc до nмин, чем обеспечивается постоянство скорости резания. Если подрезание торца происходит до центра детали (Dмин = 0), то nмакc принимается как nмакc данного диапазона. Например, если Dмакс = 300мм, Dмин = 0мм; V = 80м/мин, то nмин = 1000×80/π×300 = 85об/мин. Принимают второй диапазон частоты вращения шпинделя. В этом диапазоне nмакc = 900об/мин
Запись фрагмента управляющей программы имеет следующий вид:
N0 М39 Второй диапазон частоты вращения шпинделя
N1 M3 Левое вращение шпинделя
N2 G96 Режим работы с постоянной скоростью резания в м/мин
N3 S80 Величина постоянной скорости резания V = 80 м/мин
N4 Р900 Ограничение максимальной частоты вращения шпинделя nмакc = 900 об/мин
N5 Р85… Ограничение минимальной частоты вращения шпинделя nмин = 85 об/мин
Величину подачи устанавливают функцией F. Число после функции равно величине подачи в миллиметрах на оборот, умноженной на 100 (дискретность 0,01). Например, подачу S = 0,3 мм/об задают функцией F30, а подачу S = 1,5 мм/об – функцией F150
В случаях линейной интерполяции одновременно по двум осям и круговой интерполяции, например, при использовании постоянных циклов или обработке радиусных участков профиля детали, дискретность составляет 0,0001. Это означает, что при использовании подачи в циклах после функции F записывают число, равное величине подачи, умноженной на 10000. Например, подачу S = 0,25 мм/об в этом случае задают функцией F2500