Тема 9. Програмування технологічних процесів для верстатів вертикально-розточувальної групи
1. Процеси обробки отворів. Типові переходи при обробці отворів
Основним способом здобуття отворів є свердління. Свердління - це процес виготовлення циліндрових отворів за допомогою металоріжучого інструменту. Свердління, як правило, передує таким операціям як розточування або розгортання. Загальним для всіх цих операцій є поєднання обертального і поступального руху інструменту. Існує велика відмінність між свердлінням отворів невеликої глибини і глибоких отворів, для обробки яких розроблені спеціальні методи, що дозволяють свердлити отвір завглибшки, що у багато разів перевищує діаметр інструменту.
З розвитком інструменту для обробки коротких отворів послідовність процесу свердління і підготовка до нього зазнають істотні зміни. Сучасний інструмент дозволяє засверліваться в суцільний матеріал і не потребує попереднього зацентровування отворів. Досягається висока якість поверхні і, частенько, відпадає необхідність в подальшій чистовій обробці отвору. В деякому розумінні свердління можна порівняти з операціями точіння і фрезерування, але при свердлінніприділяється більше значення евакуації стружки. Обробка в обмеженому просторі отвору накладає підвищені вимоги відносно контролю за стружкоутворенням. Свердління в суцільному матеріалі є одним з найбільш поширених методів виготовлення отвору заданого діаметру за одну операцію (рис. 1, а).
Трепануюче свердління використовується, в основному, при обробці отворів великого діаметру, оскільки цей метод не вимагає таких витрат потужності, як свердління суцільного матеріалу. Трепануючі свердла перетворюють на стружку не весь матеріал отвору, а залишають цілою серцевину отвору і, отже, призначені лише для обробки крізних отворів (рис. 1, б).
Розточування - це процес збільшення діаметру отвору інструментом спеціальної форми (рис. 1, в).
Розгортання - це процес, що використовує багато- або однолезвійний інструмент для підвищення точності форми.
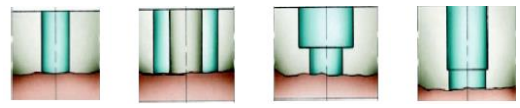
Рисунок 1 - Обробка отверів: а – сверління; б – трепануюче сверллення; в – розточування; г – розгортання
Основні чинники, що характеризують операцію свердління:
- діаметр отвору;
- глибина отвору;
- точність і якість поверхні;
- оброблюваним матеріал;
- умови обробки;
- надійність обробки;
- продуктивність.
Утворення стружки з формою і розмірами, що дозволяють легко видаляти її з отвору, є першочерговим питанням при розгляді будь-якої операції свердління. Без задовільної евакуації стружки робота свердла стане неможливою унаслідок забивання стружкових канавок і закупорювання свердла усередині отвору. Високопродуктивна обробка отворів сучасними свердлами можлива лише при забезпеченні безперешкодного відведення стружки за допомогою використання достатньогокількості рідини, що охолоджує. Більшість коротких свердел має дві стружкові канавки для евакуації стружки. Сучасне устаткування і інструмент дозволяють здійснювати підведення СОЖ по внутрішніх каналах в свердлі, через які вона поступає безпосередньо в зону різання, зменшуючи дію сил тертя і вимиваючи стружку з отвору. Стружкоутворення залежить від типа оброблюваного матеріалу, геометрії інструменту, режимів різання і, в деякій мірі, від вибраної рідини, що охолоджує.Зазвичай дрібна стружка
утворюється при збільшенні подачі і зменшенні швидкості різання. Довжина і форма стружки вважаються задовільними, якщо вони дозволяють гарантовано видаляти її з оброблюваного отвору.
При внутрішньому підведенні СОЖ для свердла, що обертається, її тиск має бути вище, в порівнянні зі свердлом необертальним, із-за впливу відцентрової сили. В цьому випадку рекомендується компенсувати недолік тиску додатковим об'ємом рідини. Певні втрати тиску при проходженні по трубопроводах повинні також враховуватися при підводі СОЖ.
Для вибору свердла необхідно:
1. Визначити діаметр, глибину і вимоги за якістю поверхні отвору (беруться до уваги питаннянадійності обробки).
2. Вибрати типа свердла (вибрати свердло для чорнової або чистової обробки, відповідно до оброблюваного матеріалу і вимог до якості отвору, і що забезпечує максимальну економічність обробки ).
3. Вибрати марку сплаву і геометрію (при використанні свердел із змінними пластинами, пластини мають бути вибрані окремо, відповідно до діаметром свердла, геометрією і сплавом, призначеними для обробки даного матеріалу; для цілісних свердел і свердел зтвердим сплавом, що напаяв, досить вибрати марку твердого сплаву).
4. Вибрати типа хвостовика (вибрати того типа, який личить для використовуваного устаткування).
Для однієї ступені отвору може бути встановлена визначена послідовність технологічних переходів, а саме:
1 Центрування. Виконується спеціальним центровим інструментом, свердлом або конусною зенківкою
2 Чорнова обробка отвору. Може бути виконана за один або де-кілька переходів свердлами, зенкерами, різцями і фрезами
3 Обробка торцю отвору. Виконується прямою зенківкою, торцевою пластиною або фрезою, а також різцями, встановленими у плансупорті
4 Конічне зенкерування. Виконується спеціальним конічним зенкером
5 Конічне зенкування – перехід для обробки фасок, що виконується конусною зенківкою, свердлом або різцем
6 Різьбонарізування. Виконується мітчиками для наскрізних та глухих отворів
7 Напівчистова обробка отвору. Виконується зенкерами або різцями для глухих та наскрізних отворів
8 Обробка канавки. Цей перехід виконують або плансупортом, або вручну
9 Чистова обробка. Виконують розвертками або різцями для наскрізних або глухих отворів