Теоретичний матеріал до теми 7. Лекція 12 (продовження) "Вимірювальні прилади з важільно-зубчастою передачею. Конструкція та принцип дії. Особливості конструкції і застосування індикаторних та важільних скоб"
1. Індикаторна скоба
Індикаторна скоба (рис.1.1) належить до вимірювальних засобів з відліковим пристроєм, яка обладнана вимірювальною головкою (індикатором годинникового типу). Вона призначена для вимірювання зовнішніх розмірів відносним методом (методом порівняння вимірюваного розміру з розміром установочної міри). Абсолютним методом можна вимірювати деталі, розміри яких не виходять за межі вимірювання вимірювальної головки. Індикаторна скоба складається з корпусу 10, у якому розміщена рухома п'ятка 5, що перебуває в постійному контактуванні з вимірювальним стержнем вимірювальної головки 7, і переставної п'ятки 3, Положення переставної п'ятки фіксується стопором 2
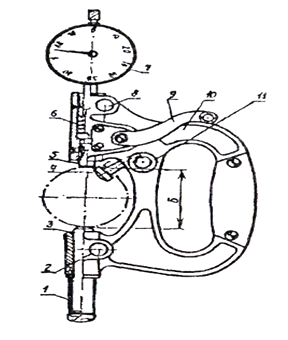
Рисунок 1.1 - Індикаторна скоба: 1 - захисний ковпачок; 2 - стопорний гвинт;
3 - переставна п’ятка; 4 - упорна п’ятка; 5 - рухома п’ятка; 6 - пружина;
7 – індикатор; 8 - стопорний гвинт; 9- відвідний важіль (аретир);
10 - корпус; 11 - стопор упорної п’ятки
Для того, щоб лінія вимірювання проходила через вісь вимірюваної деталі, скоба обладнана рухомою упорною п’яткою 4, яка в певному положенні фіксується стопором 11. Для відведення рухомої п’ятки 5 передбачений важіль 9
Перед початком вимірювання індикаторну скобу налагоджують на нуль за блоком кінцевих мір довжини, розмір якого дорівнює номінальному (або найменшому граничному) розміру вимірюваної деталі. Для цього потрібно відгвинтити захисний ковпачок 1 переставної п’ятки 3 і гайку стопорного пристрою 2 переставної п’ятки, перемістити переставну п’ятку вправо на стільки, щоб відстань між вимірювальними поверхнями обох п’яток була дещо більшою за розмір блока кінцевих мір. Потім розміщують блок кінцевих мір між вимірювальними поверхнями рухомої 5 і переставної 3 п’яток, переміщують переставну п’ятку 3 вліво так, щоб стрілка індикатора здійснила 1,5 оберту, (тобто, щоб стрілка індикатора працювала в межах другого оберту). В такому положенні закріплюють стопором 2 переставну п’ятку 3, загвинчують захисний ковпачок 1 і встановлюють індикатор на нуль. Для цього повертанням циферблату індикатора за обичайку приводять до збігання нульової позначки шкали індикатора з кінцем великої стрілки
Для перевірки сталості показів індикатора потрібно за допомогою відвідного важеля (аретира) 9 два-три рази відвести рухому п’ятку і потім обережно відпустити її. Якщо при цьому стрілка індикатора відхиляється від нульової позначки шкали, то знову повертанням обичайки встановлюють індикатор на нуль і йде раз перевіряють сталість показів індикатора. Якщо стрілка зупиняється на нульовій позначці шкали, то скоба вважається налагодженою на нуль. В цьому випадку видаляють блок кінцевих мір. Для цього натисканням на відвідний важіль 9 потрібно відвести рухому п’ятку, щоб блок мір вільно видалився з скоби. Після цього відстопорюють упорну п’ятку 4 і встановлюють її так, щоб лінія вимірювання проходила через вісь вимірюваної деталі (рис. 1.1). Потім за допомогою відвідного важеля (аретира) 9 знову відводять рухому п’ятку 5, вимірювану деталь встановлюють між вимірювальними поверхнями рухомої і переставної п’яток, плавно відпускають аретир і приводять вимірювальну поверхню рухомої п’ятки 5 до дотикання з поверхнею деталі. За відхиленням стрілки індикатора від її нульового положення визначають відхилення розміру деталі від розміру блока мір, за яким було налагоджено скобу на нуль. При цьому потрібно пам’ятати, що відхилення стрілки індикатора від її нульового положення за напрямком руху стрілки годинника є додатними, а проти – від’ємними. Дійсний розмір вимірюваної деталі визначають як алгебричну суму розміру блока кінцевих мір і показів індикатора з урахуванням знаку відхилення стрілки
Для вимірювання розмірів деталей абсолютним методом індикаторну скобу налагоджують так. При відгвинченому захисному ковпачку 1 і стопорному пристрої 2 переставної п’ятки 3 її переміщують вліво доти, доки вимірювальні поверхні обох п’яток будуть щільно прилягати одна до одної. В такому положенні застопорюють переставну п’ятку 3 стопорним пристроєм 2 і загвинчують захисний ковпачок 1. Потім відстопорюють гвинт 8 кріплення індикатора 7 і переміщують його доти, доки маленька стрілка зупиниться на нульовій позначці маленької шкали. В такому положенні затискають стопорний гвинт 8 і встановлюють нульову позначку шкали проти кінця великої стрілки індикатора (встановлюють індикатор на нуль). Перевіряють сталість показів індикатора та само, як і в попередньому випадку (при відносних вимірюваннях). Потім за відвідний важіль (аретир) 9 відводять рухому п’ятку 5 і між вимірювальні поверхні рухомої 5 і переставної 3 п’яток встановлюють вимірювану деталь, плавно відпускають аретир і спостерігають за показами індикатора. Цілі міліметри відлічують за показом маленької стрілки, а соті частини міліметра – за показом великої стрілки індикатора