Самостійне опрацювання матеріалу. Лекція "Основні методи контролювання шорсткості поверхонь. Методи і засоби вимірювання та контролю точності різьб"
2. Методи і засоби вимірювання та контролювання точності різьб
Для контролювання різьб, як і інших виробів складної форми, застосовують два методи: диференційований і комплексний
Диференційований метод контролювання застосовують тоді, якщо допуски призначаються на кожний елемент виробу окремо. Він заснований на вимірюванні кожного елементу різьби зокрема. При диференційованому контролюванні різьб перевіряють окремо такі елементи різьби, як середній діаметр, крок, кут профілю α різьби або половину цього кута α/2. Висновок про придатність різьби роблять також з кожного з цих елементів окремо. Цей складний і трудомісткий різновид контролювання використовують для контролювання точних різьб, різьбонарізного інструмента, а також при визначенні причин браку і налагодженні технологічного процесу
Зовнішній діаметр d зовнішньої різьби і внутрішній діаметр D1 внутрішньої різьби контролюють (вимірюють) такими самими вимірювальними засобами, які використовуються для вимірювання гладких циліндричних деталей (штангенциркулями, мікрометрами, оптиметрами та ін.). Вимірювання кроку, кута профілю α і половину куга профілю α/2 високоточних різьб провадять на мікроскопі
Вимірювання середнього діаметра різьби. Надійні і достатньо точні засоби вимірювання середнього діаметра різьби наявні лише для зовнішньої різьби
Середній діаметр зовнішньої різьби можна вимірювати залежно від необхідної точності на універсальному чи інструментальному мікроскопі, методом трьох дротинок та різьбовими мікрометрами. Вимірювання середнього діаметра зовнішньої різьби методом трьох дротинок є найбільш поширеним (рис. 2.1) і порівняно точним методом. Суть цього методу полягає в тому, що в западини різьби вкладають три калібровані дротинки однакового діаметра d: дві дротинки у сусідні западини з одного боку різьби, третю – з протилежного боку. Потім за допомогою будь-якого контактного вимірювального приладу (мікрометра, мініметра, оптиметра тощо) визначають розмір М
Для метричної різьби (α=60°) середній діаметр різьби підраховують за формулою:
d2 = М -3d + 0,866 Р, мм,
де d - найвигідніший діаметр дротинок, мм для заданого кроку різьби;
Р - крок різьби, мм
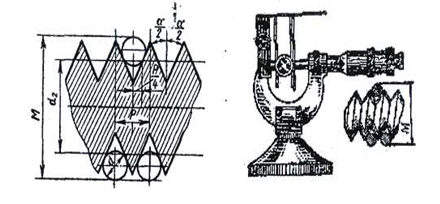
Рисунок 2.1 - Вимірювання середнього діаметра різьби методом трьох дротинок
Комплексний метод контролювання різьб ґрунтується на перевірці одночасно всіх або декількох елементів різьби. Взаємозамінність різьбових деталей може бути гарантованою тільки за умови застосування комплексного методу контролювання різьб граничними різьбовими калібрами. Цей метод використовують загалом для контролювання різьб на деталях
Для перевірки деталей з внутрішньою різьбою застосовують різьбові калібри-пробки, а для перевірки зовнішніх різьб застосовують різьбові калібри-кільця і скоби (рис. 2.2)
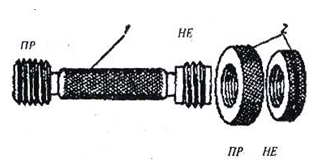
Рисунок 2.2 - Різьбові калібри: 1 - пробка; 2 - кільце
Різьбові калібри, як і калібри для гладких циліндричних деталей, є прохідними (ПР) і непрохідними (НЕ). Прохідні різьбові калібри мають повний профіль різьби і значну довжину різьбової частини, а різьбова частина непрохідних калібрів має лише 2-3,5 витки. Профіль різьби непрохідних калібрів виконується неповним - вершини різьби зрізуються. Це робиться для того, щоб зменшити вплив відхилень кроку і половини кута профілю на результати вимірювання. Прохідні калібри мають повний профіль різьби. Для зручності згвинчування непрохідні калібри мають гладку циліндричну напрямну частину