Практичне заняття 9-10. Способи автоматичної заміни інструментів на багатопозиційних верстатах
Мета: ознайомитись з будовою і принципом дії механізму автоматичної заміни інструментів універсально-фрезерного верстата моделі FSRS 250.
Теоретичні відомості
Програмне керування знаходить широке застосування для автоматизації керування різного технологічного обладнання, починаючи із заготівельного і закінчуючи складальним. Серед них: преси з магазином штампів для поелементного штампування, для пробивання отворів: машини для гнуття і заготівельні машини; оброблювальні верстати одноопераційні (токарні, фрезерувальні, координатно-розточувальні, свердлильні, шліфувальні тощо) і багатоопераційні; електроерозійні верстати; різні вимірювальні машини; координатографи і креслярські автомати, які застосовуються для контролю програм для автоматичного нанесення рисунку при виробництві друкованих плат, у виробництві напівпровідникових дискретних елементів і інтегральних схем; обладнання для фотолітографії, вимірювань і складання у виробництві інтегральних схем; комплекс обладнання для підготовки і встановлення навісних радіоелементів при виробництві друкованих плат; обладнання для контролю і налагодження у виробництві обчислювальних машин, намотувальне обладнання тощо.
Багатоопераційні верстати призначені для обробки складних корпусних деталей, а також деталей типу важелів, кронштейнів, плит тощо. Номенклатура таких деталей в машинобудуванні і приладобудуванні велика при невеликому об’ємі їх випуску. Багато з них мають велику кількість отворів різних розмірів і потребують обробки з двох і більше сторін, в зв’язку з цим загальна кількість інструментів, яка необхідна для обробки, досягає декілька десятків. Застосування цих верстатів ефективне для таких операцій, де трудомісткість порівняно невелика, а питома вага холостих і допоміжних ходів значна і особливо великі втрати продуктивності із-за частої заміни інструментів. При обробці таких деталей на багатопозиційному верстаті з послідовним агрегатуванням будуть значні втрати часу на холості ходи (багатократне затискання, розтискання і транспортування деталі). В цих умовах особливо ефективні багатоопераційні верстати, які керовані від систем програмного керування і оснащені магазином інструментів з пристроєм для їх автоматичної заміни.
Багатоопераційні верстати універсальні і дозволяють послідовно виконувати велику кількість різноманітних операцій. За ці якості їх називають верстатами інтегрального класу (з інтегруванням операції) в протилежність звичайним агрегатним верстатам (без ЧПК) в яких здійснюється диференціювання операцій. Основним принципом побудови верстатів інтегрального класу є виконання можливо більшого числа послідовних операцій на одному верстаті за одне встановлення заготовки при максимальній автоматизації для скорочення допоміжного часу зі збереженням універсальності і мобільності до переналагодження. На звичайних універсальних металорізальних верстатах, наприклад горизонтально-розточувальних, також можна послідовно виконати велике число операцій, але при цьому будуть великі втрати допоміжного часу. На багатоопераційних верстатах скорочення допоміжного часу досягається за рахунок автоматизації засобами програмного керування встановлення координат і всіх елементів циклу, заміни інструментів, кантування і заміни заготовки, зміни режимів різання, майже повного виключення контрольних операцій, а також за рахунок високих значень швидкостей холостих ходів.
Застосування цих верстатів буде рентабельним у виробництві з дрібносерійним характером випуску продукції, не дивлячись на складність їх конструкцій і високу вартість, за рахунок підвищення продуктивності, підвищення точності обробки (внаслідок скорочення числа перебазувань заготовки) і покращення організації праці.
Компонування багатоопераційних верстатів різноманітні. Їх виконують за типом вертикально-свердлильних, горизонтально- і вертикально-фрезерних, координатно-розточувальних, агрегатних свердлильно-розточувальних тощо. Найбільш різноманітні компонування верстатів з револьверними шпиндельними головками, так як у них просто вирішується задача автоматизації заміни інструменту (рис. 1). Недолік їх в тому, що вони володіють невеликою кількістю інструментів. За розміщенням шпинделя багатоопераційні верстати бувають з вертикальним і горизонтальним розташуванням. Горизонтальному розташуванню шпинделя в поєднанні з поворотним індексуючим столом віддається перевага, так як при цьому можна обробляти вироби з чотирьох сторін, що найбільш повно відповідає основному принципу побудови таких верстатів – максимальному збільшенню числа операцій, які виконуються за одне встановлення заготовки.
Один з таких верстатів представлений на рис. 2, а, а його пристрій для автоматичної заміни інструментів – на рис. 2, б.
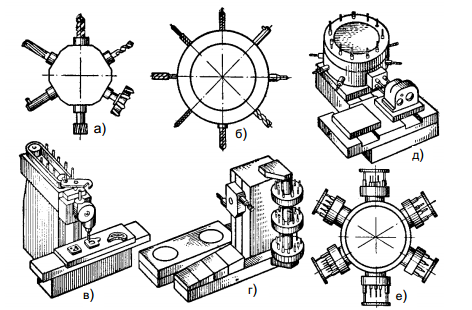
Рисунок 1 - Способи автоматичної заміни інструментів на багатопозиційних
верстатах: а – одношпиндельна револьверна головка; б і д – круглі
магазини; в – ланцюговий магазин; г – блок дискових магазинів;
е – багатошпиндельні револьверні головки
Системи програмного керування багатоопераційних верстатів відрізняються від систем програмного керування звичайних одноопераційних верстатів великою кількістю виконавчих механізмів, рухом яких необхідно керувати, великим об’ємом керуючих команд (пошук в магазині потрібного інструмента, індексування поворотного стола, зміна інструментів і посилання відпрацювавшого в магазин, заміна після обробки виробу, реверс шпинделя при різьбонарізних операціях, затискання вузлів верстата після завершення їх позиціонування, поворот шпинделя у фіксоване кутове положення тощо).
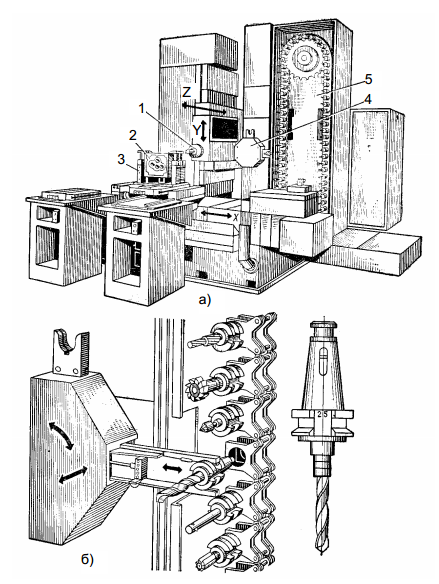
Рисунок 2 - Багатоопераційний верстат з горизонтальним розміщенням
шпинделя: 1 – шпиндель з інструментом; 2 – деталь, яка обробляється;
3 – пристосування; 4 – головка з захватом; 5 – магазин з інструментом
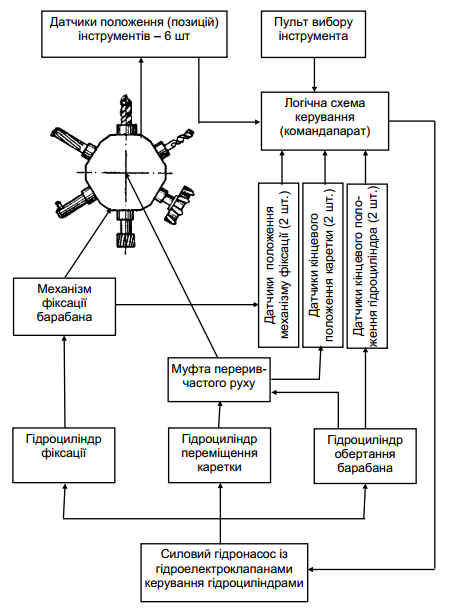
Рисунок 3 - Структурна схема механізму автоматичної заміни інструменту
універсально-фрезерного верстата моделі FSRS 250
Хід роботи
1. Розглянути способи автоматичної заміни інструментів на багатопозиційних верстатах.
2. Вивчити будову і принципом дії механізму автоматичної заміни інструментів універсально-фрезерного верстата моделі FSRS 250 структурна схема якого показана на рис. 3.
3. Накреслити структурну схему механізму автоматичної заміни інструментів універсально-фрезерного верстата моделі FSRS 250.
Питання для самоконтролю
1. В яких видах технологічного обладнання застосування програмне керування для автоматизації процесів обробки?
2. Для яких видів обробки і типів деталей призначені багатоопераційні верстати?
3. Що являють собою верстати інтегрального класу?
4. У яких випадках застосування багатоопераційних верстатів буде рентабельним?
5. Які існують способи автоматичної заміни інструментів на багатопозиційних верстатах?
6. Яка будова і принцип роботи багатоопераційного верстата з горизонтальним розміщенням шпинделя?