Практичне заняття 6. Інструменти та пристрої для фрезерних верстатів з ЧПК
Мета роботи: розглянути основні інструменти та пристрої для фрезерних верстатів з ЧПК.
Обладнання, матеріали, інструменти і заготовки: фрезерний верстат з ЧПК «DYNAMITE 2800»; токарні різці, фрези, свердла, зенкери, розвертки; 3-х і 4-х кулачкові патрони, поводкові патрони, центри, люнети, цанги та ін.
Короткі теоретичні відомості
1. Різальні інструменти
В цей час на світовому ринку працює велика кількість фірм, які виготовляють ріжучий інструмент. Лідерами являються: концерн Sandvik (до складу якого крім даної фірми, входятьWalter, SEKO, Titex, Prototyp, Dorner та інш.); Kannametal, ISCAR, Mitsubishi.
Всю гаму ріжучого інструменту можна розділити на дві великі групи: інструмент із змінними пластинами (або вставками) і монолітний інструмент. В більшості випадків рекомендується використовувати інструмент з пластинами. Це є більш економічно ефективно, тому що відпадає необхідність в переточці. Крім цього, замінивши пластини, оператор завжди може бути упевнений в стабільності умов обробки, тобто немає потреби змінювати режими різання, а в деяких випадках регулювати інструмент.
Для обробки плоских поверхонь і уступів Sandvik випускає цілий ряд фрез з різними формами пластин і кутами в плані. Наприклад, фрези CoroMill 245 (рис. 1.1. а) і 290 (рис. 1.1. б) – кут в плані 45 і 90 , які призначені для зняття великого об’єму матеріалу по площині, для обробки фасок. Забезпечують високу чистоту поверхні.
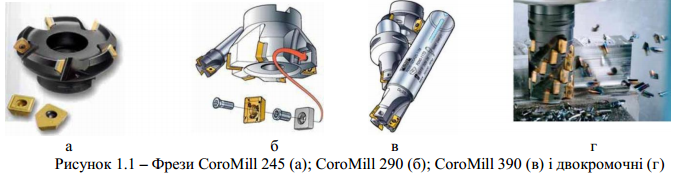
CoroMill 245 (рис. 1.1 в) – більш універсальна фреза. Пластини якої мають спіральну ріжучу кромку, що сприяє більш плавному різанню. Призначена для обробки плоских поверхонь, уступів, гвинтової інтерполяції. Існують «довголезові» виконання цих фрез (рис. 1.1 г), тобто інструменти з декількома рядами пластин по довжині. Вони використовуються для обробки глибоких уступів і стінок деталі за один прохід.
Для обробки складних поверхонь штампів і пресформ призначена гама фрез з круглими пластинами. CoroMill 200 (рис. 1.2 а) – фреза для чорнової обробки. CoroMill 300 – фрези невеликого діаметра для напівчистової обробки. CoroMill R216 і CoroMill R216F (рис. 1.2 б) – сферичні фрези для напівчистової та чистової обробки. Остання може оброблювати загартовані сталі з твердістю до HRC63.

Рисунок 1.2 – Фрези CoroMill 200 (а); CoroMill R216 і CoroMill R216F (б); закріплення
інструментів невеликих діаметрів (в); плунжерні фрези (г)
Інструмент невеликих діаметрів, який не можливо оснастити пластинами із конструктивних можливостей виконуються з змінними вставками, які закріплені або на різьбі або за допомогою сил пружності (рис. 1.2 в).
Найбільш ефективним для зняття великого об’єму матеріалу можна досягти, використовуючи «плунжерні» фрези (рис. 1.2 г). Ці фрези працюють з осьовою силою, а не радіальною подачею. За рахунок цього вони менш піддаються вібраціями і можна більш повно використовувати всі можливості верстата на великих подачах.
Необхідно звернути увагу на модульний інструмент. Він з конструйований так, що в одному і тому ж корпусі можна закріпити вставки різної форми від сферичної і кінцевої, до дискової і грибкової. Це дозволяє зекономити на інструменті, отримати більшу універсальність.
Недолік: зниження жорсткості, яка негативно впливає на процес різання.
Тіла обертання і складні циліндричні поверхні типу кулачків можна отримати фрезеруванням. Дану обробку можна виконати, як на токарно – фрезерних обробляючих центрах, так і на фрезерних верстатах з 4-ю віссю. Інструментом може бути торцеві (рис. 1.3 а), кінцеві (рис. 1.3 б, в) і дискові фрези (рис. 1.3 г).
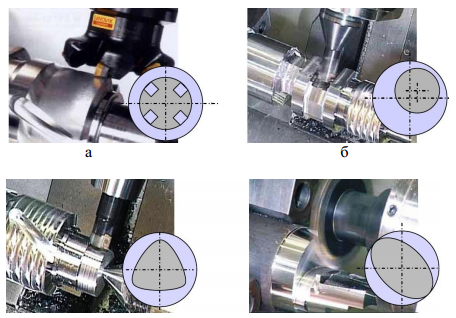
Рисунок 1.3 – Фрези торцеві (а); кінцеві (б і в) і дискові (д)
Фірма Sandvik Coromant запропонувала нові ріжучі пластини wiper для фрези CoroMill 365, яка забезпечила надійну роботу фрез з 8-у ефективними різальними лезами, які встановлюються за допомогою гвинта і клинового «зажиму» (діаметри фрез від 45 до 250 мм). Для торцевого фрезерування деталей із чавуну і сталей. Продуктивність до 67%, а стійкість до 100%.
Використання ріжучих пластин з кераміки при точінні
Використовують:
Кераміку на основі оксиду алюмінію;
Кераміку на основі нітриду кремнію.
Кераміка на основі використовується двох груп: 1) білий – чистий оксид алюмінію; 2) Чорнову – з добавками карбіду – SiCi, карбіду – титану Tic – для підвищення міцності.
Ріжучі пластини з кераміки на основі використовують для напівчистої і чистової обробки загартованих сталей і сірого чавуну.
Кераміка на основі SiN (нітриду кремнію) з добавками оксиду спеціально підібраного метала. Використовується для напівчистової і чорнової обробки жароміцних сплавів, а також високоміцних чавунів.
Пластини із кераміки рекомендуються для використання при чистовому точінні на великих швидкостях різання. Для підвищення міцності рекомендується:
а) використовувати ріжуче лезо виготовляти із захисною фаскою шириною 0.15…0.2 мм і кут нахилу 8…30 ;
б) захисним радіусом 0.05…0.15 мм.
Пластини із кераміки доцільно використовувати при виготовлені деталей невеликої партії.
Для крупносерійного і масового виробництва доцільно використовувати пластини із BN – кубічного нітриду бору, але вони в 6 разів дорожчі, ніж пластини із кераміки. Нітрид кремнію має високу теплопровідність, а тому його пластини при переривистому різані з МОР.
2. Інструментальні пристрої
Основними елементами будь-якої фрезерної оправки являється: конус, кільця, закріплююча частина (рис. 2.1).
Основні типи конусів – 7:24, конус Морзе, HSK. Частіше використовується перший варіант. В верстатах оснащених високою швидкісними шпинделями (більше 15000 об/хв), частіше використовується останній тип – HSK.
Кільця необхідні для захвату інструмента маніпулятором магазина. На рівних існує багато стандартів (MAS 403 BT, DIN 69871-1, Yamazaki…).
Закріпляюча частина призначена для закріплення інструмента і може мати сотні різних форм.
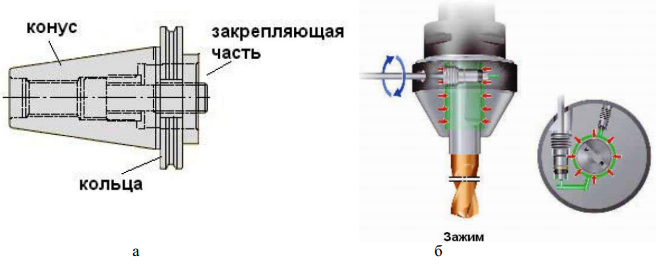
Рисунок 2.1 – Фрезерна оправка (а) та оправка з гідропластом (б)
Для закріплення кінцевого інструмента невеликого діаметра (до 200 мм) широко використовуються цангові патрони (рис. 2.2 а). Вони забезпечують достатньою шорсткість закріплення для легких і середніх операцій. Биття установленого інструмента залежить в основному від точності цанги і складає 0.02…0.005 мм. Більш частіше зустрічаються цанги типу ER, які мають 2 конуса (рис. 2.2 б).
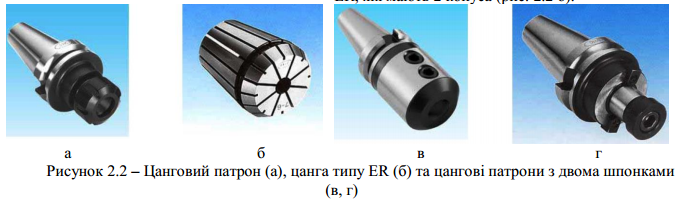
Інструменти з діаметром більше 20 мм або інструменти, які працюють на великих режимах різання, рекомендується використовувати з двома шпонками (рис. 2.2 в, г).
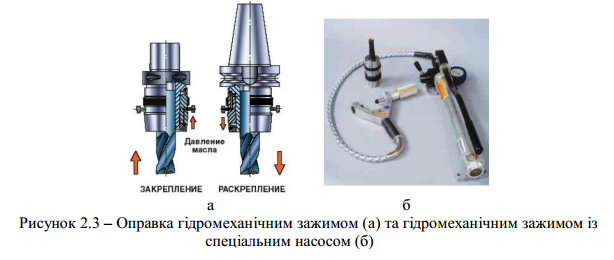
При роботі із значними частотами обертання шпинделя (більше 10000 об/хв), одним із основних вимог до оправки являється високі і стабільні зусилля закріплення і мінімальне биття інструмента. Цим вимогам відповідають гідропластом (рис. 2.1 б), гідромеханічним зажимом (рис. 2.3 а) і термічним зажимом.
В оправках першого типу тиск зажиму створює малостискаєму речовину гідропласт при загвинчувані гвинта в корпус.
Принцип роботи гідромеханічних оправок подібний з попереднім, тільки тиск створюється не гвинтом, а спеціальним насосом (рис. 2.3 б). При цьому рідина, яка знаходиться в корпусі, діє на клиновий механізм, зажимаючи інструмент.
Останній тип оправок засновано на властивості металів розширюватись при нагріванні. Корпус розміщують в спеціальному пристрої індукційного нагріву, і в нього розміщується інструмент. Після охолодження посадочний діаметр зменшується і інструмент закріпляється силами пружності. Необхідно пам’ятати, що в ці оправки можна вставляти тільки твердосплавний інструмент, тому що його коефіцієнт теплового розширення нижчий, чим у сталі.
У вертикальному обробляючого центра VDL-1000 отвір конуса шпинделя (рис. 2.5) №40(7:24) в оправку інструмента загвинчується хвостовик інструмент BT40-45, який використовується за зажиму інструмента за допомогою тарілчастих пружин. Інструмент може бути розжатим пнемо-гідравлічним циліндром. Під час зміни інструменту відбувається обдування конуса шпинделя сухим повітрям для очистки. Шпиндель приводиться в дію за допомогою паса з високим обертальним моментом, тому не відбувається проковзування, зменшується інерційність і рівень шуму.
Приводний інструмент
Сучасний приводний інструмент для фрезерних верстатів (рис. 2.5) значно розширює можливості обладнання. Приводний інструмент включає: осьові, кутові і поворотні регулюємі головки, багатошпиндельні головки, прискорювальні головки.
Запитання
1. Які основні типи інструментів використовують на фрезерних верстатах з ЧПК?
2. Які основні види пристроїв використовують на фрезерних верстатах з ЧПК?
3. Які металокерамічні та керамічні матеріали використовують для фрез?
Зміст звіту
Звіт по роботі повинен мати: номер, назву та мету роботи; короткі теоретичні відомості, ескіз інструменту та пристрою.