Практичне заняття 5. Будова та особливості керування фрезерного верстата з ЧПК
Мета роботи: вивчити основні вузли і принципи керування фрезерного верстата з ЧПК.
Обладнання, матеріали, інструменти і заготовки: фрезерний верстат з ЧПК моделі «DYNAMYTE 2800» та фрезерно-свердлильний верстат «Syil X3»; різні типи фрез та пристроїв.
Короткі теоретичні відомості
Призначенні для обробки плоских і фасонних поверхонь заготовок складної форми. Конструкції верстатів з ЧПК подібні до конструкції традиційних фрезерних верстатів, а відрізняються від останніх автоматизацією переміщення за допомогою керуючої програми при формоутворенні.
Фрезерні верстати по розміщенню шпинделя – вертикальні і горизонтальні, по кількості керуючих осей 1…5 (керуючі координати); по типу стола з нерухомим і рухомим столом. Програмно керуючий привід головного руху може мати пристрої для автоматизованого закріплення заготовок, а мініфрезерні верстати пристрої для сканування. Роботи мають три або чотири ступені переміщення і можуть функціювати автономно або в системі ГВС і збірних стендів, а також оснащуватись системами технічного зору.

Фрезерний верстат з ЧПК має наступні вузли (рис. 1):
1. Станина. Буває 2-х видів – лита та зварна. Перший вид має переваги із за великої жорсткості і кращої демфіруючої здатності. В той же час зварюванням можливо отримати більш складні конфігурації, що подекуди необхідно.
2. Направляючі. Існують лінійні направляючі (рис. 2) і направляючі ковзання. Другий вид використовується завжди в універсальному обладнанні. Має велику жорсткість, що обумовлює їх використання на верстатах для чорнової обробки, але даний тип направляючих має тертя ковзання, яке являється причиною низької швидкості переміщення робочих вузлів верстата (до 10 м/хв.) і меншу точність інтерполяції. Лінійні направляючі працюють в умовах тертя кочення і забезпечують високі швидкості переміщення (до 100 м/хв.) і більш високу точність, чим направляючі ковзання. Недоліком даного типу є низька жорсткість, але їх можна нівелювати, збільшуючи кількість установлених направляючих.

3. Шпиндель – це один із самих головних вузлів верстати, що забезпечує головний рух різання. Перший вид – шпиндель установлено окремо від приводу і обертання передається за допомогою пасової передачі або напряму через муфту. Шпиндель може мати як підшипники кочення, так і аеродинамічні або гідростатичні підшипники. Другий вид – шпиндель представляє собою електродвигун до якого закріплюється інструмент. Перша різновидність найбільш розповсюджена і значно дешевша у виготовлені. Її головним недоліком являється невисока частота обертання (до 15000 об/хв.). Для багатьох операцій цей недолік не являється суттєвим, проте при обробці складних поверхонь штампів або прес-форм необхідна висока частота обертання. Другий тип шпинделів може розвивати більше 100000 об/хв..
4. Приводи подач. Високомоментні електродвигуни, обертальний рух ротора яких перетворюється в лінійні переміщення робочих вузлів верстата за допомогою шарико-гвинтових пар (ШВГ) (рис. 3). Плинне положення визначається або за допомогою кругових датчиків на приводі, або за допомогою лінійних датчиків (лінійок), розміщених повздовж направляючих. Лінійні двигуни – особливий вид двигунів, у яких ротор і статор розміщені повздовж направляючих, а плинне положення визначається тільки за допомогою лінійок. Останні мають значно більш високу точність, за рахунок виключення ШВГ – ланцюга, який вносить похибки особливо при змінні напрямку руху. Проте лінійні двигуни ще досить дорогі і складні в виготовлені. Але майбутнє за ними.
5. Система ЧПК. Існує велика кількість різних систем ЧПК, які мають свої переваги і недоліки. Самими розповсюдженими – це Fanus (рис. 4) і Siemens, для високоточних малогабаритних деталей Mach3.

6. Магазин для інструментів. Тип «Зонтик» (рис. 5) – інструменти розміщені вертикально. За кожним карманом жорстко закріплено свій номер. Недорогий, але повільний (час зміни 8-15 с). Тип «Рука» (рис. 6) – інструменти розміщені горизонтально. Маніпулятор встановляє інструмент в найближчу чарунку. Можливий «попередній вибір», коли магазин обертається одночасно з роботою верстата. Це в декілька разів зменшує час зміни інструмента (2-5 с). Також існує цілий ряд інших систем зміни інструмента.

В верстатах з ЧПК управління здійснюється від програмоносія, на який в числовому виді занесена геометрична і технологічна інформація. Системи ЧПК – це сукупність спеціалізованих пристроїв методів і засобів, необхідних для роботи верстата, яка призначена для видачі керуючих дій виконуючим органом верстата у відповідності з керуючою програмою. Структурна схема системи ЧПК представлена на рис. 7.
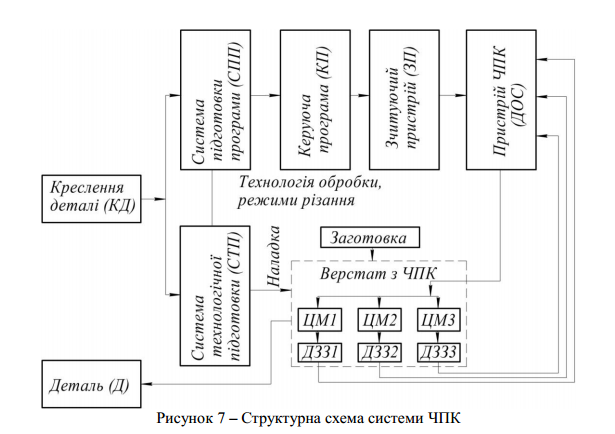
Креслення деталі (КД) одночасно вводиться в систему підготовки програми (СПП) і систему технологічної підготовки (СТП). СТП забезпечує СПП даними про розробляємий технологічний процес, режими різання та інш. На основі цих даних розробляється керуюча програма (КП). Наладчики встановлюють на верстат пристрої, ріжучі інструменти у відповідності з документацією СТП. А установку заготовки і зняття головної деталі здійснює оператор.
Зчитуючий пристрій (ЗП) зчитую інформацію з програмоносія. Інформація поступає в пристрій ЧПК, який видає управляючі команди на цільові механізми (ЦМ) верстата, здійснюючі основні і допоміжні рухи циклу обробки. ДОСи на основі інформації (фактичне положення, швидкість переміщення виконуючих вузлів, фактичний розмір оброблюваної поверхні, теплові і силові параметри технологічної системи та інш.) контролюють величину переміщення цільових механізмів (ЦМ).
Верстат має декілька цільових механізмів, кожний з яких включає в себе двигун, який являється джерелом енергії, передача якого служить для перетворення енергії і її передачу від двигуна до виконуючого органа (стіл, салазки, супорт, шпиндель та інш.), а також координатні переміщення.
Система ЧПК може видозмінюватись в залежності від виду програмоносія, способу кодування інформації в керуючій програмі (КП) і метода її передачі в систему ЧПК. Пристрій ЧПК розміщують рядом з верстатом або безпосередньо на верстаті. Двигуни приводів подач верстатів з ЧПК мають спеціальну конструкцію, працюючи з конкретним пристроєм і являються складовою частиною ЧПК.
Всі дані необхідні для обробки заготовки на верстаті ЧПК отримує від КП, яка має два види інформації – геометричну і технологічну.
Геометрична інформація: координати опорних точок траєкторії руху інструмента.
Технологічні інформації: дані про швидкість, подачу, номер інструмента. КП записують на програмоносій.
Важливою технічною характеристикою систем ЧПК є її дозвільна властивість або дискретність, тобто мінімально можлива величина лінійного і кутового хода виконуючого механізму верстата, яка відповідає одному управляючому імпульсу, тобто контрольована в процесі управління. Більшість сучасних систем ЧПК мають дискретність 0.01 мм/імпульс.
Впроваджується у виробництво системи з дискретністю 0.001 мм/імпульс.
Класифікація систем ЧПК
Системи ЧПК класифікуються по таким ознакам:
по рівню технічних можливостей;
по технологічному призначенню;
по числу потоків інформації (незамкнуті, замкнуті, адаптивні);
по принципу задання програм (в абсолютних координатах або в прирощених від ЕОМ);
по принципу привода (ступінчастий, корегуючий, відслідковуючий-кроковий);
по числу одночасно керуючих координат;
по способу підготовки і вводу керуючої програми.
Запитання
1. Які вузли фрезерного верстата з ЧПК?
2. Які типи магазинів використовуються на верстатах з ЧПК?
3. Які складові структурної схеми системи ЧПК?
Зміст звіту
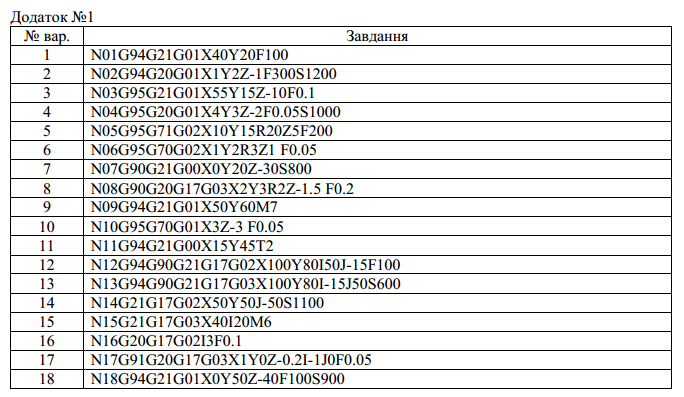
Звіт по роботі повинен мати: номер, назву та мету роботи; короткі теоретичні відомості, описати структурну схему системи числового програмного керування фрезерного верстату, привести введений кадр керуючої програми, згідно варіанту завдання, які приведені в додатку№1.